Вал-шестерня из стали 40Х
Сталь 40Х – конструкционная легированная качественная, доэвтектоидная. Содержит 0,40% С, , 1% Сr, S и Р до 0,035% каждого. Улучшаемая сталь. Применяется для изготовления различных деталей машин повышенной прочности. Сталь флокеночувствительная и склонная к отпускной хрупкости.
Оговоренные в задании требования твердости 280…300 НВ свойственны структуре сорбита отпуска, получаемой после окончательной термической обработки – улучшения (закалки и высокотемпературного отпуска).
В качестве предварительной термической обработки, учитывая флокеночувствительность стали, выбираем отжиг по антифлокенному режиму. Назначение отжига (после ковки) – уменьшение твердости, снятия напряжений, получение равновесной структуры, уменьшение склонности к флокенообразованию.
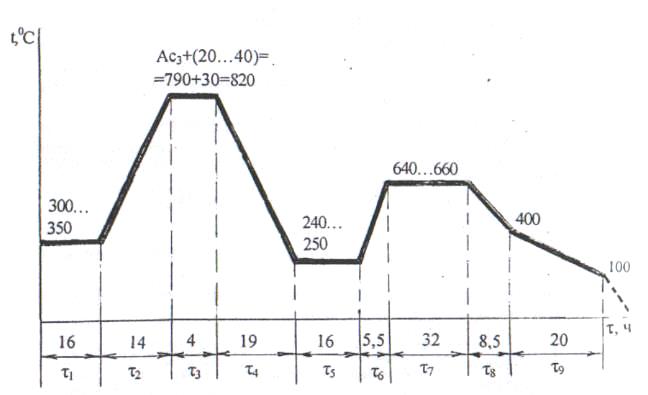
График технологии отжига поковки вал-шестерни из стали 40Х приведен на рисунке 2.5.
|
Рисунок 2.5 – График технологии отжига поковки вал-шестерни стали 40Х
Технология отжига: копеж при температуре 300…3500 С из расчета 1 час на каждые 25 мм расчетного(основного) сечения:
 ч;
ч;
нагрев до температуры аустенитизации со скоростью 30…40 град/ч:
 ч
ч
(А3 =7900 С), выдержка для выравнивания температуры по сечению – из расчета 1 час на 100 мм сечения:
 ч;
ч;
охлаждение до температуры 240…2500 С со скоростью 30 град/ч:
 ч;
ч;
выдержка при температуре переохлаждения 240…2500 С из расчета 1 час на 25 мм сечения:
 ч;
ч;
нагрев от 240…2500 С до 640…6600 С со скоростью 70…80 град/ч:
 ч;
ч;
выдержка при температуре изотермы 640…6600 С из расчета 2 часа на каждые 25 мм:
 ч;
ч;
охлаждение от температуры 640…6600 С до 4000 С со скоростью 30 град/ч:
 ч;
ч;
охлаждение от температуры 4000 С до 1000 С со скоростью 15 град/ч:
 ч,
ч,
далее охлаждение на пролете цеха. Общая продолжительность отжига 135 часов.
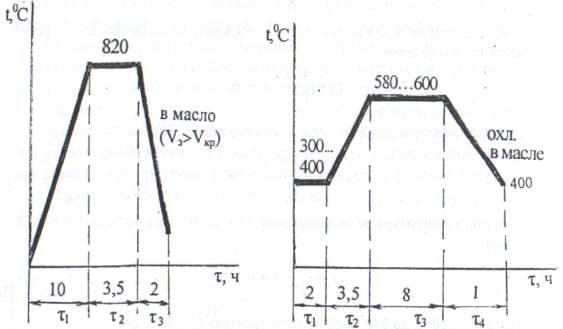
Окончательная термическая обработка – улучшение – выполняется после механической обработки. Сорбит отпуска, получаемый в результате улучшения, обладает наилучшим сочетанием свойств прочности, вязкости и пластичности. График технологии закалки и отпуска (улучшения) приведен на рисунке 2.6. Основные параметры режима (температуру нагрева при аустенитизации, скорость охлаждения при закалке, температуру отпуска) определяем с помощью диаграммы изотермического распада аустенита стали 40Х (см. рисунок 2.6). Температура нагрева
tн = Ас3 + (20…40)0 С = 790+30=8200 С;
скорость охлаждения при закалке должна быть больше критической скорости
 ,
,
где tн – температура нагрева, 0 С;
t* и τ* температура и время (инкубационное) минимальной устойчивости переохлажденного аустенита, соответственно.
 град/с.
град/с.
Температуру высокотемпературного отпуска принимаем 580…6000 С.
 а б
а б
|
Рисунок 2.6. – Графики технологии закалки (а) и отпуска (б) вал-шестерни
из стали 40Х
Дата добавления: 2015-04-07; просмотров: 4953;