Инструменты составной и сборной конструкции.
Для экономии материала и уменьшения стоимости инструментов используют составные и сборные конструкции.
Различают следующие способы соединения рабочей части и корпуса:
1) Неразъемные:
· Сварка – используется для инструментов из быстрорежущей стали диаметром более 10 мм.
· Пайка, наклейка, запрессовка – применяется для твердосплавных инструментов, для минералокерамики и сверхтвердых материалов.
· Опрессовка, чеканка – для алмазного инструмента и инструментов из СТМ
2) Разъемные:
· механическое крепление режущих элементов непосредственно в корпусе
· крепление режущих элементов к различного типа державкам с последующим их креплением в корпусе.
Пребования к разъемным соединениям:
· Необходимо обеспечить достаточную жесткость
· Обеспечить прочность
· Виброустойчивость
· Надежность крепления
· Точность базирования
· Возможность быстрой замены
· Возможность компенсации износа режущего элемента
· Минимальное количество элементов крепежного узла
Формы передней поверхности неразборных резцов:
[Ординарцев, табл 8.8, 8.9 с 294-298]:
Резцы из быстрорежущей стали и резцы с напайными платинами из твердого сплава.
| 1. Плоская с положительным передним углом 1.1 для стали σВ>800 МПа, серый чугун НВ>220, бронза и другие хрупкие материалы | 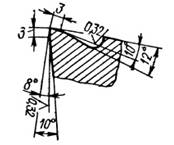
|
| 1.2 Плоская с положительным передним углом для стали σВ≤800 МПа, чугун НВ≤220 | 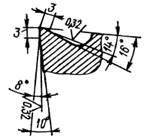
|
| 2 Криволинейная с фаской для стали σВ≤800 МПа, вязкие цветные металлы и легкие сплавы при необходимости завивания стружки | 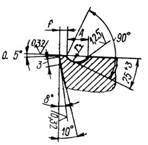
|
| 3. Криволинейная материалы σВ=800 - 1000 МПа | 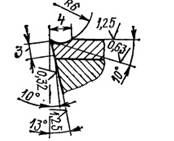
|
| 4. Плоская с отрицательной фаской Ковкий чугун сталь, стальное литье σВ≤800 МПа Обработка при недостаточной жесткости технологической системы. Для отвода и дробления стружки необходимо использовать стружколом. | 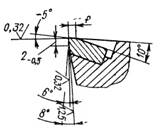
|
| Плоская с отрицательным передним углом Стали и стальное литье σВ=800 МПа , черновая обработка. Работа с ударами в условиях жесткой технологической системы. | 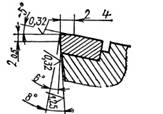
|
Дата добавления: 2015-06-17; просмотров: 3136;