Линия крашения пластей щитовых деталей водорастворимыми красителями
Линия предназначена для крашения пластей щитовых деталей мебели водорастворимыми органическими красителями. На линии осуществляется крашение (станок КЩ) и конвективная сушка окрашенной поверхности.
Технические характеристики линии: размеры обрабатываемых деталей, м – длина – 0,4– 2,0, ширина – до 0,8, толщина – 0,01 – 0,06; скорости подачи деталей, м/с – 0,083; 0,1; 0,117; 0,15; температура воздуха в сушильной камере, 0С – 30 – 100; установленная мощность электродвигателей, кВт – 7; количество обслуживающих рабочих – два; габаритные размеры линии, м – 11,8×1,48×2,25; масса линии, кг – 3500.
Линии отделки щитовых деталей фирмы «Хильдебранд» (ФРГ)
В Советском Союзе эксплуатируются следующие отделочные линии фирмы «Хильдебранд»: лакирования щитовых деталей полиэфирными лаками, шлифования из необлицованной древесно – стружечной плиты (линия шпатлевания и линия печатания текстуры).
Линия лакирования щитоыых деталей полиэфирными лаками.Назначение линии – нанесение на поверхность щитовой детали полиэфирного покрытия. Линия состоит из вакуумной загрузочной установки, обеспечивающей подачу щитов из штабеля на роликовый транспортёр; барабанного переворачивающего устройства, которое служит для переворачивания щитов при отделке обратной стороны (при первом проходе щитов через линию данное устройство не работает); станка для тонкого шлифования поверхности щита; щёточного станка для очистки от пыли; вальцового станка для нанесения тонирующего состава; зоны сушки и зоны охлаждения окрашенной поверхности; вальцового станка для нанесения полиэфирной грунтовки; зоны фотохимической сушки покрытия; станка для шлифования слоя грунтовки и щёточного приспособления для очистки поверхности от пыли; лаконаливной машины; зоны испарения растворителей; хоны желатинизации; терморадиационной сушильной камеры; зоны охлаждения полиэфирного покрытия; вакуумной штабелирующей установки, откуда щиты возвращаются к вакуумной загрузочной установке для отделки обратной стороны.
Мебельные щиты транспортируются на линии приводными роликовыми, пластинчатыми и ленточными транспортёрами. Агрегаты, требующие систематического ухода – промывания или очистки, – оборудуются откидными транспортёрами. Работа агрегатов и транспортных линий осуществляется в автоматическом режиме. Однако возможно ручное управление отдельными агрегатами.
Технические характеристики линии: скорости подачи деталей, м/с – 0,083; потребляемая мощность, кВт – 95,8; расход воздуха, м3/с – 13,1; расход насыщенного пара (при Р = 0,49 МПа), л/с – 20,4; расход воды, л/с – 1,2; производительность, млн. м2 в год – 1,0; габаритные размеры линии, м – 70,0×4,8×3,3.
Характеристика основного оборудования, входящего в состав линии лакирования, приведена ниже.
Вакуумная загрузочная установка (фирма «Гренцебах»). Назначение – автоматическая подача щитов из штабеля в линию. Состоит из двух подъёмных платформ, гидропривода, неприводного роликового транспортёра, двух поворотных устройств. Приводного роликового транспортёра.
Техническая характеристика. Подъёмная платформа: площадь, м – 2,25×1,30; полезный ход, м – 1,0; грузоподъёмности, кН – 20; мощности привода гидравлического насоса, кВт – 1,5.
Неприводной роликовый транспортёр: размеры, м – длина – 0,4, ширина – 1,3; рабочая высота, м – 0,365; диаметр роликов, м – 0,08; расстояние между роликами, м – 0,150.
Поворотное устройство: угол поворота, …0 – 180; количество тактов в секунду – 0,1; мощность левого и правого привода, кВт – 1,1; потребность в сжатом воздухе (при Р=0,5МПа), л/с – 1,33.
Приводный роликовый транспортёр: размеры, м – длина 4,0, ширина – 1,4; рабочая высота, м – 0,9; диаметр роликов, м – 0,08; расстояние между роликами, м – 0,150; мощность привода, кВт – 0,75; масса установки – 6300,
Барабанное поворачивающее устройство. Назначение – переворачивание щитов вправо или влево на 1800. Щитовые детали принимаются встроенным в поворотный барабан роликовым транспортёром и прижимаются к нему пневмоприжимами. Для предупреждения повреждения поверхности щитов ролики встроенного транспортёра облицованы пластмассой.
Техническая характеристика: размеры устройства, м – длина – 2,5, ширина – 2,1, рабочая высота, м – 0,9; диаметр роликов, м –0,060, расстояние между роликами, м – 0,15, скорость подачи, м/с – 0,13 – 0,4; мощность привода, кВт, роликового транспортёра – 1,1, поворотного барабана – 1,5; расход сжатого воздуха (при Р=0,5МПА), л/с – 3,4; масса устройства, кг – 2000.
Станок для тонкой шлифовки (фирма «Эрнст»).Назначение – шлифование поверхности щитов перед отделкой и выравнивание высушенного слоя полиэфирной грунтовки. Станок состоит из осциллирующего шлифовального вала, обтянутого губчатой резиной, на котором пневматически закреплена шлифовальная лента; точного конвейера и прижимных валиков для подачи щитов. В полости шлифовального вала создаётся избыточное давление воздуха 0,07 МПа; высокая эластичность вала обеспечивает равномерное плоское, а не цилиндрическое, шлифование.
Техническая характеристика: размеры устройства, м – длина – 1,4; скорость подачи, м/с – 0,15 – 0,42; мощность привода, кВт, шлифовального вала – 5, щёточных валов – 2×2,5; подачи – 0,55; осцилляции – 0,75; прижимных роликов – 0,120; расход сжатого воздуха (при Р=0,5МПа), л/с – 2,0 количество всасываемого воздуха, м3/с – 1,7; разрежение, кПа – 9,33; масса станка, кг – 2150.
Станок щёточный (фирма «Бюркле»). Назначение – очистка поверхности отделываемых щитов от пыли. Станок оснащён вальцовыми щётками из конского волоса. При выходе из станка установлена бронзовая щётка, снимающая с поверхности щитов электрические заряды.
Техническая характеристика: рабочая ширина, м – 1,3; скорость подачи, м/с – 0,07 – 0,4; мощность кВт, двигателя подачи – 0,55, двигателя щёточного вала – 1,5; расход отсасываемого воздуха м3/с – 1,1; разрежение, кПа – 12 – 16; масса станка, кг – 630.
Станок вальцовый красконаносящий (фирма «Бюркле»). Назначение – нанесение тонирующего состава, который циркулирует в замкнутой системе, на пласти щитовой детали. Наносится он обрезиненным валом; точная дозировка состава осуществляется дозировочным хромированным полированным валом. Наносящий вал регулируется по высоте с точностью до 0,1 мм. Осциллирующий ракель снимает с вала излишки состава.
Техническая характеристика: рабочая ширина, м – 1,27; наибольшая пропускная толщина щитов, м – 0,08; мощность привода кВт, подачи – 1,1, насоса – 0,75; скорость подачи, м/с – 0,07 – 0,48; масса камеры, кг – 1400.
Камера сушки. Назначение – сушка окрашенной поверхности. В эту зону нагнетается воздух, проходящий через калориферы. Температура воздуха – в пределах 40 – 800С.
Техническая характеристика: длина камеры, м – 5,0; ширина канала, м – 1,4; количество приточного воздуха, м3/с – 1,95; количество циркулирующего воздуха, м3/с – 0,22; наибольшая температура воздуха, 0С – 80; мощность потребляемая, кВт – 1,72; масса камеры, кг – 1400.
Камера охлаждения. Назначение – охлаждение поверхности щитовых деталей до 20 – 250С, которое осуществляется свежим воздухом, нагнетаемым с большой скоростью.
Техническая характеристика: длина камеры, м – 5,0; ширина канала, м – 1,4; количество воздуха, м3/с – 2,2; вытяжного – 2,2; потребляемая мощность, кВт – 4,5; масса камеры, кг – 600.
Станок вальцовый для нанесения полиэфирной грунтовки (фирма «Шмутц»). Назначение – одностороннее нанесение грунтовки фотохимической сушки. Рабочие органы станка: наносящий вал; дозирующий вал, при помощи которого регулируется расход грунтовки; гладильный вал – для сглаживания нанесённого слоя грунтовки и снятия излишков состава. Высота гладильного вала и давление его на щит регулируются. Дозирующий и гладильный валы снабжены ракелями. Наносящий вал имеет водяное охлаждение, предупреждающее отверждение грунтовки на валу.
Техническая характеристика: рабочая ширина, м – 1,37; скорость подачи, м/с – 0,07 –0,4; мощность привода, кВт, транспортёра подачи – 3,6; расход воды для охлаждения, л/с – 0,22; масса станка, кг – 6200.
Камера фотохимической сушки. Назначение – отверждение слоя полиэфирной грунтовки на щитах. Зона оснащена ртутно – кварцевыми лампами высокого давление с алюминиевыми рефлекторами. Между лампами – воздуховоды с трубчатыми соплами, через которые нагнетается свежий воздух для отвода избыточного тепла.
Техническая характеристика: размеры камеры, м – общая длина и ширина, м – соответственно 2,5 и 1,4; количество ламп, шт – 12; потребляемая мощность, кВт – 10,5; мощность ламп, кВт – 72; количество приточного воздуха, м3/с – 0,17; масса камеры, кг – 830.
Лаконаливная машина (фирма «Бюркле»). Назначение – нанесение полиэфирного лака на поверхность щитовых деталей. Машина снабжена двумя лаконаливными головками, системой лакоподачи, приводным ленточным транспортёром. Скорости транспортёра и истечение лака синхронизируются электронно – пневматическим управлением. Для предупреждения попадания грязи в лак в системе его подачи предусмотрен тарельчатый фильтр.
Техническая характеристика: рабочая ширина, м – 1,4; ширина ленты, м – 1,25; скорость подачи, м/с – 0,05 – 1,67; потребляемая мощность, кВт – 5,8; ёмкость резервуара лака, л – 40; изменение высоты лаконаливной головки, м – 0,27; изменение величины щели лаконаливной головки, мм – 4; рабочее давление воздуха, МПа – 0,5; расход охлаждающей воды, л/мин – 1; габаритные размеры машины, м – 6,86×2,6×1,8; масса машины, кг – 2000.
Машина оборудована вытяжным зонтом и откидными плексигласовыми листами, закрывающими пространство над головками и выходным столом машины. Во избежание накопления статического электричества на транспортёрных лентах, кроме общепринятых отводящих листов, имеются дополнительные устройства для отвода электрического заряда на вводе и выводе.
Камера испарения. Назначение – удаление паров растворителей из нанесённого на щиты слоя лака. Температура воздуха в хоне 30 – 400С. Воздух циркулирует в направлении, противоположном движению щитовых деталей. Температурный режим в зоне регулируется автоматически.
Техническая характеристика: общая длина рабочая ширина соответственно 7,56 и 1,4; потребляемая мощность, кВт – 1,5; количество приточного воздуха, м3/с – 0,6; количество удаляемого воздуха, м3/с – 0,6; наибольшая температура воздуха, 0С – 80; масса камеры, кг – 800.
Камера предварительной сушки. Назначение – желатинизация лакового покрытия. Температура воздуха в ней 50 – 600С. Нагретый воздух подаётся в зону в направлении, противоположном движению щитов. Температурный режим регулируется автоматически.
Техническая характеристика: общая длина рабочая ширина, м соответственно 7,56 и 1,4; потребляемая мощность, кВт – 1,37; масса камеры, кг – 830.
Терморадиационная сушильная камера. Назначение – отверждение лакового покрытия инфракрасными лучами и горячим воздухом. Сушильная камера имеет две системы: первая – радиационная, состоит из плоских радиаторов, нагреваемых горячим маслом марки НМ65 (температура стенок радиаторов 200 – 2400С, расстояние от радиатора до поверхности щита – 02 м); вторая – вентиляционная, предназначена для удаления паров растворителей при помощи свежего нагретого воздуха.
Техническая характеристика камеры: общая длина рабочая ширина соответственно 17,9 и 1,4; производительность вентиляторов, м3/с, приточного – 0,6, отсасывающего – 0,6, циркуляционного – 5,4; установленная мощность, кВт – 11,3; масса камеры, кг – 3825.
Масло нагревается в установке вне линии. Котёл состоит из двух вдвинутых один в другой горизонтальных цилиндров с двойными змеевиками. Обогрев – жидким топливом или газом.
Техническая характеристика котла: теплопроизводительность, кВт – 348,9; наибольшая температура масла, 0С – 320; габаритные размеры котла, м – 1,84×1,13×1,36; масса котла, кг – 1500.
Камера охлаждения. Назначение – охлаждение лаковой плёнки отфильтрованным свежим воздухом, подаваемым с большой скоростью.
Техническая характеристика: общая длина рабочая ширина соответственно 7,56 и 1,4; производительность вентиляторов, м3/с, приточного – 2,2, вытяжного – 2,2; мощность вентиляторов, кВт – 4,5; масса камеры, кг – 800.
Вакуумная штабелирующая установка. Назначение – укладка обработанных щитов на подъёмные площадки в штабеля. Установка состоит из двух подъёмных площадок, оборудованных неприводными роликами; двух поворотных устройств, оснащённых вакуумприсосками; приводного роликового транспортёра и гидросистемы, обеспечивающей подъём и опускание площадок. Все ролики во избежание повреждения лакового покрытия облицованы поливинилхлоридной плёнкой. Техническая характеристика аналогична показателям вакуумной загрузочной установки.
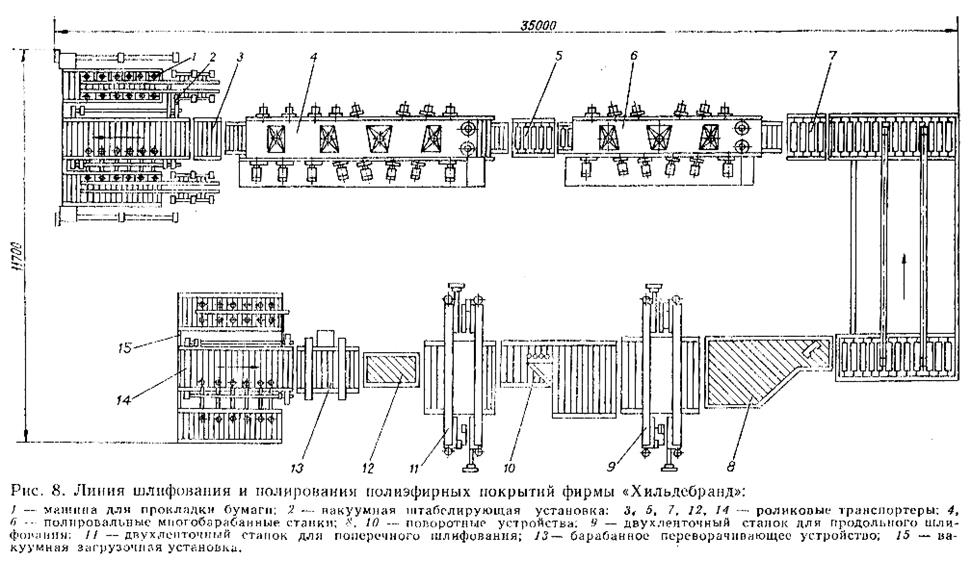
Линия шлифования и полирования полиэфирных покрытий. На линии шлифования и полирования (рис. 8) щиты транспортируются с помощью роликовых транспортёров.
Техническая характеристика: скорость подачи, м/с – 1,67; потребляемая мощность, кВт – 415; расход сжатого воздуха (при Р = 0,5 МПа), л/с – производительность, млн. м2 в год – 2,0; габаритные размеры линии, м – 65,3×4,8×1,9.
Характеристика основного оборудования, входящего в состав линии, приведена ниже.
Шлифовальный двухленточный автоматический станок (фирма «Хееземанн). В состав линии входят два станка: первый для поперечного шлифования, второй – для продольного шлифования лаковой плёнки. Высокое качество шлифования достигается автоматическим регулированием величины удельного давления шлифования, автоматическим подъёмом шлифовальных лент в момент входа шлифуемых щитов в зону шлифования и выхода из неё, хорошим контактом шлифовальной ленты с изделием благодаря скольжения бесконечных войлочных лент с рёбрами по внутренней поверхности шлифовальных лент, перекрёстным шлифованием покрытия. В станке предусмотрено щёточное устройство для очистки шлифованных поверхностей от пыли.
Техническая характеристика линии: рабочая ширина, м – 1,35; рабочая высота шлифования, м – 0,9; скорости подачи, м/с – 0,07 – 0,337; мощность привода, кВт, шлифовальных лент – 2×15, подачи – 0,6, подъёма суппорта – 0,55, щёточного устройства – 1,1, обдувки лент – 2×0,045; размеры шлифовальной ленты, м, длина – 6,2, ширина – 0,2; количество отсасываемого воздуха, м3/с – 3,9; количество всасываемого воздуха, м3/с – 0,01; потребление сжатого воздуха (при Р = 0,5 МПа), л/с – 1,7; максимальная скорость воздуха у отсасывающего патрубка. м/с – 30; масса станка, кг – 3500.
Поворотное устройство. Назначение – поворот щитов на 900 перед вторым шлифовальным и полировальными станками.
Техническая характеристика: диаметр роликов, м – 0,06; скорости подачи, м/с – 0,13 – 0,8; мощность привода, кВт, 3,3; рабочее давление воздуха, МПа – 0,6; расход сжатого воздуха, л/с – 3,3; габаритные размеры устройства, м – 5,0×2,0×0,9; масса устройства, кг – 1300.
Полировальный станок (фирма «Хюльхорст»). На линии установлены последовательно два станка. Первый оснащён шестью полировальными барабанами, второй – восьмью, их которых два последних предназначены для глянцевания покрытия. Станки снабжены системами автоматической подачи полировочных паст, антистатической жидкости и охлаждающего воздуха.
Высокое качество полирования достигается разным направлением вращения и разной величиной осцилляции полировальных барабанов; интенсивным охлаждением полируемой поверхности воздухом, подаваемым на покрытие турбиной, имеющейся на каждом полировальном валу; наличием двух глянцевальных барабанов, один из которых (седьмой) смачивает поверхность располировочной жидкостью, а второй (восьмой) – придаёт поверхности зеркальный блеск; высоким качеством полировочных паст.
Предупреждение накопления статического электричества в станке достигается применением антистатической жидкости, которая смешивается с водой в соотношении 1:10 и подаётся при помощи воздуха в сопловые коробки, расположенные позади каждого очистного волка.
Техническая характеристика: рабочая ширина, м – 0,75; скорости подачи, м/с – 0,1 – 0,2; количество отсасываемого воздуха, м3/с – 3,5; мощность привода, кВт, полировальных барабанов (первого – второго) – 2×8,8, полировальных барабанов (третьего – шестого) – 4×7,5, глянцевых барабанов (седьмого – восьмого) – 2×5,5, подачи щитов – 1,5; щёточного вала – 1,5, вентиляторов – 2×1,8; расход сжатого воздуха, л/с, на первом станке – 3,3, на втором станке – 2,5; рабочее давление, МПа – 0,5; масса, кг, первого станка – 6200, второго – 6700.
Машина для прокладки бумаги. Назначение – прокладка полос бумаги между полированными поверхностями с целью защиты их от повреждения. Машина состоит из кронштейна для рулона бумаги с натяжным устройством и ножом, натяжной тележки и тормозного устройства с противовесом. Вытягивание бумаги, отрезывание её и укладка на щит синхронизировано с работой вакуумной штабелирующей установки.
Вакуумные загрузочная и штабелирующая установки, барабанное переворачивающее устройство описаны в линии лакирования.
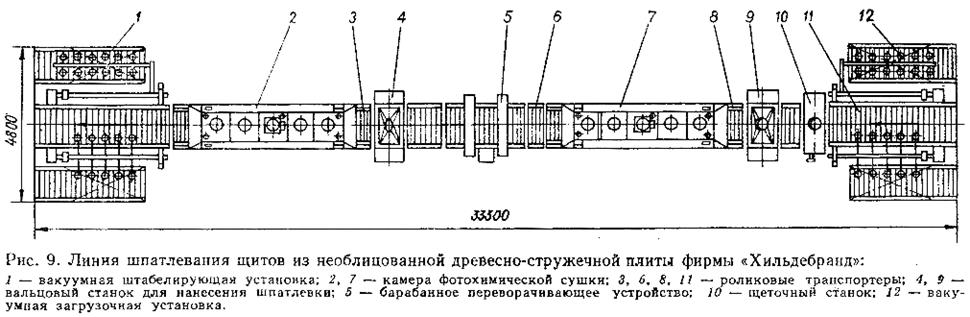
Линия шпатлевания щитов из необлицованной древесно – стружечной плиты. Назначение линии – подготовка поверхностей щитов из необлицованной древесно – стружечной плиты для последующего нанесения текстуры древесины методом глубокой печати. На линии (рис. 9) щиты транспортируются приводными роликовыми транспортёрами, причём они проходят через линию дважды. Это позволяет значительно уменьшить внутренние напряжения, возникающие в процессе сушки шпатлёвочного слоя, что практически исключает возможное коробление щитов при однократном нанесении шпатлёвки (за один проход).
Техническая характеристика: скорости подачи, м/с – 0,17; расход воздуха, м3/с – 15,5; потребляемая мощность, кВт, 390; расход сжатого воздуха, л/с – 6; удельное давление воздуха, МПа – 0,5; расход воды, м3/неделю – 140; производительность, млн. м2 в год – 2; габаритные размеры линии, м – 33,3×4,8×3,8.
Характеристика основного оборудования, входящего в состав линии: вакуумных загрузочной и штабелирующей установок, вальцового станка для нанесения полиэфирной шпатлёвки (фирмы «Шмутц»), щёточного станка для удаления пыли (фирмы «Бюркле»), барабанного переворачивающего устройства приведено в описании линии лакирования.
Камера фотохимической сушки. Назначение – отверждение слоя полиэфирной шпатлёвки.
Техническая характеристика: общая длина, м – 6,72; ширина канала в свету, м – 1,4; производительность приточного вентилятора, м3/с – 2,2; мощность привода приточного вентилятора, кВт – 2,2×2,5; производительность вытяжного вентилятора, м3/с – 3,3; мощность привода вытяжного вентилятора, кВт – 5; количество ламп, шт – 27; мощность, потребляемая приборами, кВт – 6×0,24; масса камеры, кг – 1740.
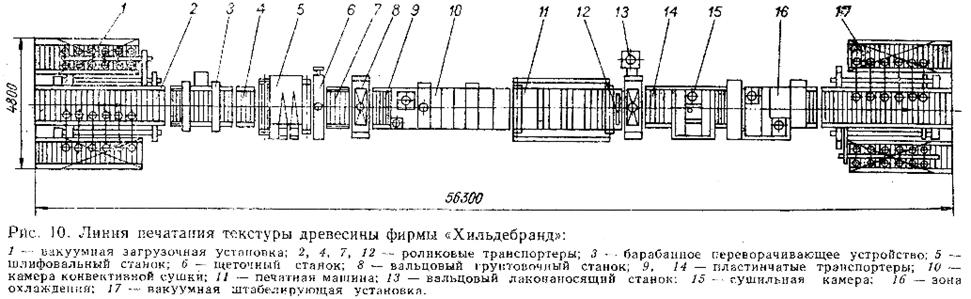
Линия печатания текстуры древесины. Назначение – воспроизведение текстурного рисунка древесины на щитах из древесно – стружечной плиты со шпатлёвочным слоем или облицованных шпоном с невыразительной текстурой.
На линии печатания (рис. 10) щиты транспортируются с помощью роликовых и пластинчатых приводных транспортёров.
Техническая характеристика: скорости подачи, м/с – 0,17; потребляемая мощность, кВт, 52; расход воздуха, м3/с – 8; расход насыщенного пара (при Р = 0,25 МПа), кг/с – 0,09; расход сжатого воздуха, л/с – 8; расход воды, м3/с – 3; производительность, млн. м2 в год – 2; габаритные размеры линии, м – 56,3×4,8×3,8.
Характеристика основного оборудования, входящего в состав линии, приведена ниже.
Описание вакуумных загрузочной и штабелирующей установок, барабанного переворачивающего устройства, шлифовального станке (фирма «Эрнст»), щёточного станка для удаления пыли (фирма «Бюркле»), вальцового станка (фирма «Бюркле») для нанесения фонового грунта и защитного лакового слоя приведено в описании линии лакирования.
Камера конвективной сушки. Назначение – высушивание фонового грунта. Теплоноситель – пар давления 0,25 МПа. Воздух в зоне сушки циркулирует в направлении. Противоположном движению щитовых деталей.
Установка работает с рециркуляцией воздуха и с частичным подводом свежего воздуха. Камера оснащена аппаратурой для автоматического регулирования температуры сушки.
Техническая характеристика: размеры, м – длина – 10,08, рабочая ширина – 1,4; количество циркулирующего воздуха, м3/с – 1,25; добавка свежего воздуха, м3/с – 0,22; мощность, кВт – 1,75; температура (максимальная), 0С – 80; давление, МПа – 0,25; масса камеры, кг – 1900,
Машина для печатания текстурного рисунка марки Hz – 54 (фирма «Шмутц»). Назначение – печатание текстурного одно– и многокрасочного рисунка на пласти щитов. Машина состоит из трёх печатных станков. Основные узлы печатного станка: текстурный вал с вытравленным на поверхности рисунком, красконаносящий валок, печатный с обрезиненной поверхностью вал, система удаления излишков краски (валки, ракели), ленточный транспортёр.
Печатная краска наносится красконаносящим валком из ванны на текстурный вал, к поверхности которого прижат ракельный нож, снимающий краску с выступающих частей (краска остаётся лишь в вытравленных местах вала). От текстурного вала краска передаётся на печатный вал, который воспроизводит рисунок на поверхности щита. Излишки краски с поверхности печатного вала снимаются системой очистки. Ракельные ножи прижимаются к текстурному и печатному валам пневматически.
Техническая характеристика: рабочая ширина, м – 1,37; диаметр текстурного вала, м – 0,501; рабочая высота, м – 0,9; мощность привода, кВт – валов – 3,75, насосов – 3×0,375; масса машины, кг – 9050.
Камера конвективной сушки. Назначение – высушивание слоя лака, нанесённого на печатный рисунок. Сушка осуществляется циркулирующим нагретым воздухом, который через щелевые сопла с большой скоростью обдувает поверхность щитов.
Техническая характеристика: общая длина и рабочая ширина, м – соответственно 5,04 и 1,4; потребляемая мощность, кВт, приточного вентилятора – 0,37, вентилятора циркуляции воздуха – 1,35; количество приточного воздуха, м3/с – 0,22; количество циркулирующего воздуха, м3/с – 1,92; максимальная температура, 0С – 80; давление, МПа – 0,25; масса камеры, кг – 1400.
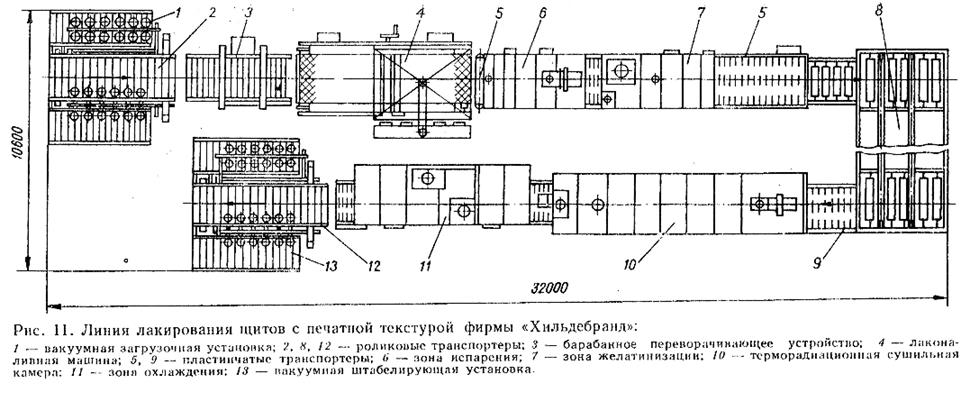
Отделка поверхностей щитов с печатной текстурой полиэфирными лаками осуществляется на линии лакирования (рис. 11). Щиты на линии транспортируются с помощью роликовых и пластинчатых транспортёров.
Дата добавления: 2015-06-12; просмотров: 2278;