Виды установочных элементов
При установке на черновые базы используются постоянные (рис. 11.1) или регулируемые опоры.
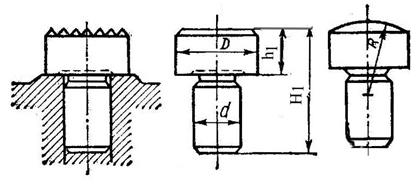
Рис. 11.1. Постоянные опоры
Установка на чисто обработанные базы осуществляется с помощью опорных пластин (рис. 11.2) и штырей с плоскими и сферическими головками.
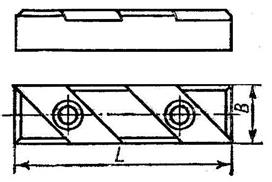
Рис. 11.2. Опоры в виде пластин
Размеры опор, представленных на рис. 11.1 и 11.2, следующие:  мм;
мм;  мм;
мм;  мм;
мм;  мм;
мм;  мм;
мм;  мм;
мм;  мм;
мм;  мм.
мм.
Подводимые опоры бываю несамоустанавливающиеся (рис. 11.3) и само-
устанавливающиеся (рис. 11.4).
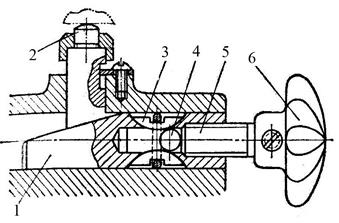
Рис. 11.3. Несамоустанавливающаяся опора
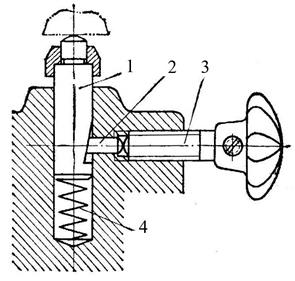
Рис. 11.4. Самоустанавливающаяся опора
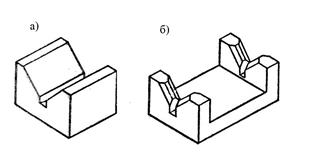
Для установки по наружным цилиндрическим поверхностям используют призмы. Для чисто обработанных баз используются широкие призмы (рис. 11.5а), для для черновых – узкие (рис. 11.5б). В боковые поверхности призм часто запрессовывают постоянные опоры (рис. 11.5в), что позволяет производить ремонт установочных элементов.
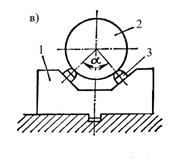
Установку заготовок с базированием по отверстиям производят на пальцах или оправках. Упорными базами при этом служат торцовая поверхность заготовки, определяющая её положение по длине, и различные вспомогательные элементы (шпоночные канавки, отверстия и др.), определяющие угловое поло-
жение заготовки относительно оси основной базы. На рис. 11.6а представлен
| 
|
Рис. 11.5. Призматические установочные элементы:
а) широкие призмы; б) узкие призмы; в) постоянные опоры
пример конической оправки (конусность 1/1500…1/2000), на которую заготовку наколачивают лёгкими ударами. Благодаря расклинивающему действию оправки заготовка удерживается от проворачивания при обработке. Недостаток – отсутствие точной ориентации заготовки по длине. На рис. 11.6б представлена оправка, в которую заготовка устанавливается с натягом, что позволяет точно базировать заготовку по длине. На рис. 11.6в представлена оправка, на которую заготовку устанавливают с зазором. Положение заготовки по длине определяется буртом 1, а её проворачивание ограничивается гайкой 3 или шпоночным пазом 2.
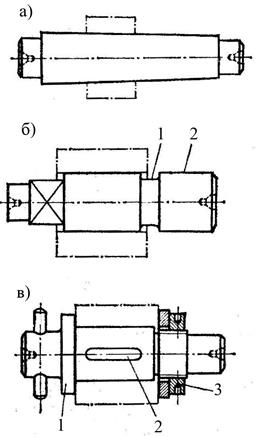
Рис. 11.6. Установка заготовок на оправках:
а) коническая оправка; б) установка с натягом; в) установка
с зазором
Установку заготовок на базовые отверстия в стационарных приспособлениях производят на консольные пальцы (рис. 11.7а,б – постоянные; в,г - сменные).
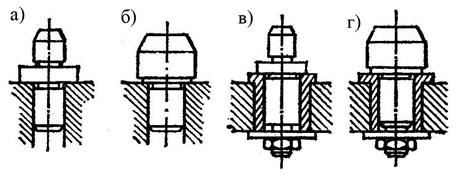
Рис. 11.7. Консольные пальцы:
а, б – постоянные; в, г – сменные
При обработке валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых гнезд (или конических фасок), в качестве установочного элемента используются центры. Конструктивные формы центров представлены на рис.11.8. На рис. 11.8а показана установка на обычный жёсткий центр; на рис. 11.8б показана установка заготовки конической фаской на срезанный центр; на рис. 11.8в – вращающийся центр токарного станка; на рис. 11.8г – специальный срезанный центр с зубьями; на рис. 11.8д – поводковый центр с зубьями для передачи вращающего момента; на рис. 11.8е – плавающий передний центр для точной установки заготовки по длине.
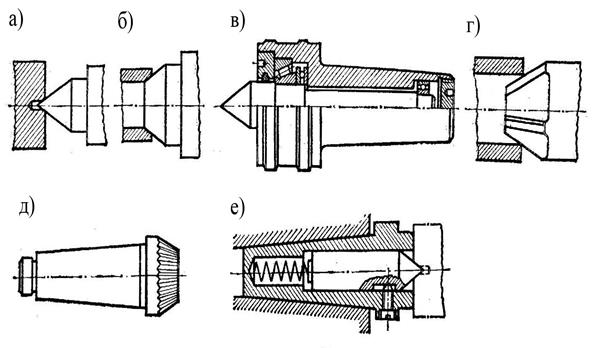
Рис. 11.8. Виды центров: а) обычный жёсткий цент; б) срезанный центр;
в) вращающийся центр; г) срезанный центр с зубьями; д) повод-
ковый центр с зубьями; е) плавающий центр
В связи с тем, что при установке в центры сохраняется одна степень свободы (вращение), в ряде случаев необходима дополнительная база для угловой координации заготовки (рис. 11.9)
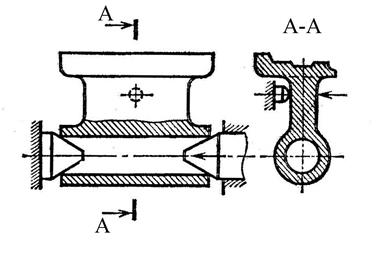
Рис. 11.9. Базирование корпусной заготовки в центрах
и с дополнительной опорой
Дата добавления: 2015-04-07; просмотров: 2548;