Методы контроля.
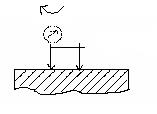
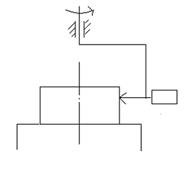
Замер неплоскостности с помощью поворотного плоскомера.
Рис 5а.
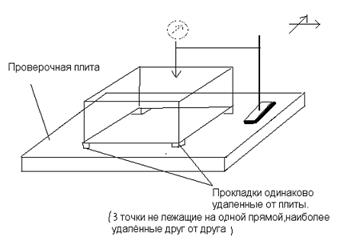
Рис 5б. Схема замера неплоскостности.
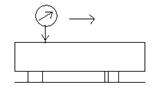
Контроль в схеме 6б
осуществляется на просвет или
с помощью щупа
(погрешность 1-3мкм)
а) б)
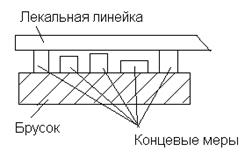
Рис 6. Схемы замера непрямолинейности.
Контроль плоскостности осуществляют:
- методом «На краску» по количеству пятен в рамке размером 25  25мм
25мм
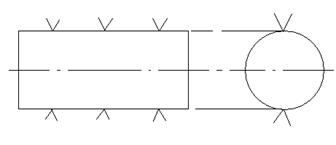
-с помощью интерференционных пластин (для доведенных поверхностей до 120мм) (Рис 7).
При наложении пластины с небольшим наклоном на проверяемую поверхность детали прямоугольной формы возникают интерференционные полосы, а на поверхности круглой детали - интерференционные кольца.
При наблюдении в белом свете расстояние между полосами равно в = 0,3мкм (половине длины волны белого света).

|
 мкм.
мкм.  мкм
мкм
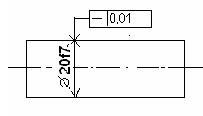 Допуск прямолинейности оси цилиндра 0,01мм (стрелка допуска формы упирается в стрелку размера
Допуск прямолинейности оси цилиндра 0,01мм (стрелка допуска формы упирается в стрелку размера  20f 7). (Рис 8)
20f 7). (Рис 8)
Рис 8.

Схема замера
Допуски прямолинейности поверхностей задаются на направляющие; плоскостности - для плоских торцевых поверхностей для обеспечения герметичности (плоскости разъема корпусных деталей); работающих при больших давлениях (торцевые распределители) и т.д.
Допуски прямолинейности осей – для длинных цилиндрических поверхностей (типа штоков), перемещающихся в горизонтальном направлении; цилиндрических направляющих; для деталей, собирающихся с ответными по нескольким поверхностям.
Допуски и отклонения формы цилиндрических поверхностей.
1. Допуск круглости - наиболее допускаемое  отклонение от круглости наибольшее расстояние i от точек реальной поверхности до прилегающей окружности.
отклонение от круглости наибольшее расстояние i от точек реальной поверхности до прилегающей окружности.
Поле допуска- область, ограниченная двумя концентрическими окружностями на плоскости перпендикулярной  оси поверхности вращения.
оси поверхности вращения.
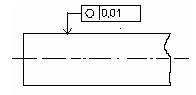
Допуск круглости поверхности 0,01мм.
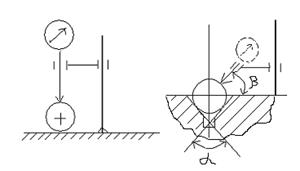
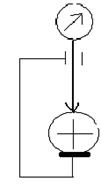
Кругломеры
а) б) в) г)
Рис 9. Схемы замера отклонения от круглости.
Частными видами отклонений от круглости являются овальность и огранка (Рис10).
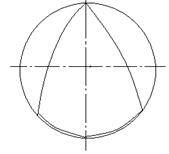
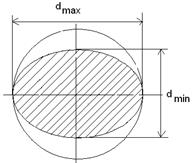
Овальность Огранка
Рис 10.
Для разной огранки индикаторную головку устанавливают под углом  (Рис.9б).
(Рис.9б).
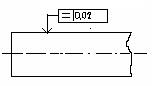
2. Допуски цилиндричности - это наибольшее допускаемое отклонение реального профиля от прилегающего цилиндра.
Складывается из отклонения от круглости (замер не менее чем в трех точках) и отклонения от прямолинейности оси.
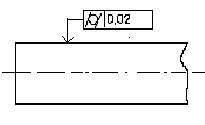
3. Допуск профиля продольного сечения – это наибольшее допускаемое отклонение профиля или формы реальной поверхности от прилегающего профиля или поверхности (заданных чертежом) в плоскости, проходящей через ось поверхности.
Допуск профиля продольного сечения 0,02мм.
Частные виды отклонения профиля продольного сечения:
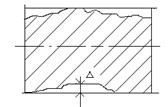
а)
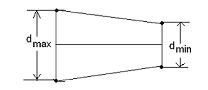
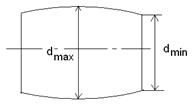
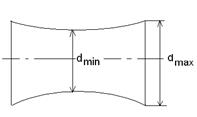
б) в) г)
Конусность Бочкообразность Седлообразность
|

д)
Рис 11. Отклонение профиля продольного сечения а, б, в, г и схемы замера д.
Допуски круглости и профиля продольного сечения задаются для обеспечения равномерного зазора в отдельных сечениях и по всей длине детали, например, в подшипниках скольжения, для деталей пары поршень-цилиндр, для золотниковых пар; цилиндричности для поверхностей, требующих полноты контакта деталей (соединяющихся по посадкам с натягом и переходным), а также для деталей большой протяженности типа «штоков».
Дата добавления: 2015-04-01; просмотров: 5395;