Склад і типи ливарних форм
Ливарна форма служить для одержання зовнішніх, а іноді і внутрішніх контурів відливки.
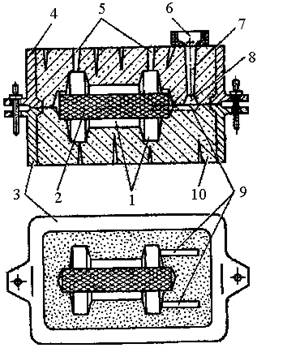
Рисунок 1. Ескіз складеної ливарної форми:
1 – порожнина форми; 2 – стержень; 3 – нижня опока; 4 – верхня опока; 5 – випор;
6 – чаша; 7 – стояк; 8 – шлаковловлювач; 9 – живильники; 10 – формова суміш.
Ливарна форма складається з двох півформ (верхньої та нижньої), які виготовляють в опоках. Правильність положення однієї півформи відносно іншої фіксується штирями. Внутрішні контури деталі утворюються за допомогою стержнів, правильну їх установку забезпечують стержневі знаки, а у випадку необхідності – жеребейки. Для підводу металу у форму служить ливникова система, яка складається з ливникової чаші (воронки), стояка, шлаковловлювача і живильників.
Для зміцнення формувальної маси у верхній опоці її іноді виготовляють з хрестовинами. Іноді заглиблення або виступ відливки можна отримати не з допомогою стержнів, а з допомогою так званого болвана з формової суміші, який розташовують по можливості в нижній півформі. Для виведення з відливки газів та неметалічних включень установлюють випори.
Тип ливарної форми та порядок її виготовлення визначається розмірами, кількістю, формою відливок і т.д.
В залежності від призначення і терміну служби ливарні форми ділять на:
1) разові – їх використовують одноразово, після одержання відливки вони руйнуються; виготовляють їх з піщано-глиняних сумішей, сумішей з рідким склом, застосовують в одиничному, серійному і масовому виробництві;
2) напівпостійні – витримують 50 – 200 заливань; після кожного заливання виправляються і покриваються формовою фарбою; виготовляють з високовогнетривких сумішей;
3) постійні (багаторазові) – витримують до декількох тисяч заливань; виготовляють з чавуну або сталі; застосовують в серійному і масовому виробництві.
У разових формах одержують 80 % відливок будь-якої конфігурації, маси і складності з чорних і кольорових сплавів; у напівпостійних та постійних формах виготовляють переважно нескладні і некрупні відливки.
За методом ущільнення формової суміші розрізняють ручний і машинний спосіб виготовлення ливарних форм.
Ручний спосіб застосовують в одиничному та малосерійному виробництві, а також для крупного литва, цей спосіб трудомісткий, малопродуктивний, відливки мають малу точність.
Машинний спосіб застосовують в масовому та серійному виробництві.
В залежності від стану форми перед заливанням металом вони можуть бути сирими або сухими.
Автоматична формовка застосовується в умовах масового виробництва або при виготовленні форм для однієї відливки (спеціалізовані автомати).
Вибір типу ливарної форми залежить від властивостей сплаву, розмірів, маси, форми відливки і серійності виробництва.
Способи лиття у разові форми:
1) Лиття в піщано-глиняні форми.
2) Лиття за моделями, що виплавляються.
3) Лиття в оболонкові форми.
Способи лиття у багаторазові форми:
1) Лиття в кокіль.
2) Лиття під тиском.
3) Відцентрове лиття.
4) Електрошлакове лиття.
5) Безперервне лиття.
Дата добавления: 2015-05-21; просмотров: 973;