Приложение В. Правила оформления маршрутных карт
(справочное)
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления МК (рисунок В.1), применяемых при отработке технологических процессов изготовления регламентированы ГОСТ 3. 1118-82 «Формы и правила оформления маршрутных карт».
В контрольной работе допускается упрощенное оформление маршрутных карт. В графах, не несущих основную информацию допускается ставить знаки ХХХ.
К заполнению граф технологических документов предъявляются следующие требования.
Верх маршрутной карты (рисунки В.1, В.2) заполняют в соответствии с определенными требованиями. Графа 0 – указание организации. В графе 1 указывают наименование изделия (детали, сборочной единицы) по основному конструкторскому документу, например: «Вал шлицевой».
В графе 2 задают обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому классификатору, например 322705. Графа 3 указывает код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору. Графа 4 указывает код документа в соответствии с нижеприведенными кодами (ГОСТ 3. 1201-85):
первые две цифры – вид документации:
01 – комплект технологической документации;
10 – маршрутная карта;
20 – карта эскизов;
60 – операционная карта;
62 – карта наладки;
третья цифра – вид технологического процесса (операции) по организации:
0 – без указания;
1 – единичный процесс (операция);
2 – типовой процесс (операция);
3 – групповой процесс (операция);
последние две цифры – вид технологического процесса по методу выполнения:
00 – без указания;
02, 03 – технический контроль;
04 – перемещение;
21 – обработка давлением;
41, 42 – обработка резанием;
50, 51 – термообработка.
Пример. Маршрутная карта единичного процесса обработки резанием – 10141.ХХХХ (10 – маршрутная карта, 1 – единичный процесс (операция), 41 – обработка резанием). Последние четыре разряда (ХХХХ) – резерв дополнительного обозначения по отраслевому классификатору. Карта с кодом 60202 указывает, что это операционная карта (код 60) типового процесса (код 2) технического контроля (код 02).
 Рисунок В.1 - Пример заполнения маршрутной карты Рисунок В.1 - Пример заполнения маршрутной карты
|
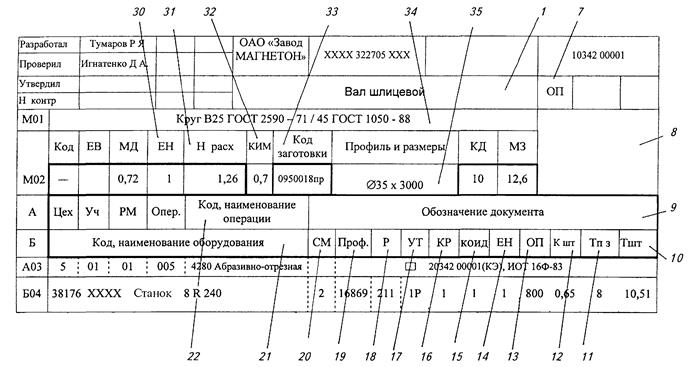
Рисунок В. 2 - Фрагмент заполнения маршрутной карты
Таблица В.1 - Сведения, вносимые в отдельные графы и строки маршрутной карты
| Номер позиции | Обозначение графы | Символ | Информация |
| Наименование изделия | |||
| Обозначение изделия | |||
| Код классификационных технологических группировок | |||
| Обозначение документа | |||
| Общее количество листов документа | |||
| Порядковый номер листа документа | |||
| Литера, присвоенная технологическому документу | |||
| Графа для особых указаний | |||
| Обозначение документа | А | Обозначение документа, применяемого при выполнении данной операции | |
| Тшт | Б | Норма штучного времени на операцию, мин | |
| Тп-з | Б | Норма подготовительно-заключительного времени на операцию, мин | |
| Кшт | Б | Коэффициент штучного времени при многостаночном обслуживании | |
| оп | Б | Объем производственной партии, шт. | |
| ЕН | Б, К, М | Единица нормирования | |
| КОИД | Б | Количество одновременно обрабатываемых заготовок при выполнении одной операции | |
| КР | Б | Количество исполнителей, занятых при выполнении операции |
Продолжение таблицы В. 1
| УТ | Б | Код условий труда | |
| р | Б | Разряд работы, необходимый для выполнения операции | |
| Проф. | Б | Код профессии согласно классификатору | |
| СМ | Б | Код степени механизации труда | |
| Код, наименование оборудования | Б | Код оборудования | |
| Код, наименование операции | А | Код операции согласно классификатору технологических операций | |
| Цех | А | Номер цеха, в котором выполняется операция | |
| Уч | А | Номер участка | |
| РМ | А | Номер рабочего места | |
| Опер | А | Номер операции | |
| Код | М02 | Код материала | |
| ЕВ | М02, К, М | Код единицы величины – массы, длины, площади и т. п. детали или заготовки | |
| мд | М02 | Масса детали по конструкторскому документу | |
| ЕН | М02, Б, К | Единица нормирования, на которую установлена норма расхода материала или норма времени | |
| Нрасх | М02, К, М | Норма расхода материала | |
| КИМ | М02 | Коэффициент использования материала | |
| Код заготовки | М02 | Код заготовки по классификатору | |
| М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий | ||
| Профиль и размеры | М02 | Обозначение профиля и размеров заготовок | |
| КД | М02 | Количество деталей, изготавливаемых из одной заготовки | |
| МЗ | М02 | Масса заготовки |
В графах 5 и 6 указывают общее количество листов документа (графа 5) и порядковый номер листа документа (графа 6). В графе 7 проставляют литеру, присвоенную технологическому документу, например: ОП – опытное производство. Графа 8 является графой для особых указаний.
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно, при этом все строчки в МК нумеруют сверху вниз (см. рисунок В.1). Но каждую из строк индексируют в соответствии с заносимой в нее информацией. Каждому типу строки соответствует свой служебный символ: М, А, Б, К, О, Т, Р (таблица В.2).
Служебные символы условно выражают состав информации, размещаемой в графах строки документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае. В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов для типов строк в зависимости от размещаемого состава информации в графах маршрутной карты следует выполнять в соответствии с таблицей В. 2.
Таблица В.2 - Служебные символы для технологических документов
| Служебный символ | Информация, вносимая в графы, расположенные в строке |
| М | Применяемый основной материал и исходная заготовка, исходные и комплектующие материалы, коды единицы величины, единицы нормирования, количество материала на изделие и нормы расхода |
| А | Номер цеха, участка, рабочего места, где выполняется операция; код и наименование операции |
| Б | Код, наименование оборудования, трудозатраты |
| К | Комплектация изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, кода единицы величины, единицы нормирования, количества материала на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Применяемая при выполнении операции технологическая оснастка |
| Р | Режимы обработки |
Служебный символ М. Строки в маршрутной карте под символами М01 и М02 задают информацию по заготовке (детали): наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись (графа 34) выполняют на уровне одной строки с применением косой черты «/», например:
Лист БОН2,5х1000х2500 ГОСТ 19903-74/Ш1У В ст. 3 ГОСТ 14637-79
Круг В25 ГОСТ 2590-71/45 ГОСТ 1050-74
Сталь 45Х1 ГОСТ 4543-87/Штамповка.
Строка ниже определяет наименование (буквенными кодами) полей для строки М02, в которой последовательно записывают (в клетках под кодами):
код материала (под указанием Код – позиция 27 на рис. В.1), пишется редко, ставится прочерк;
ЕВ – код единиц измерения массы, длины, площади и т. п. детали или заготовки (для массы, указанной в килограммах, – код 166; в граммах, – 163; в тоннах, – 168); допускается вместо кода указывать единицы измерения величины (позиция 28);
МД – масса детали по конструкторскому документу (позиция 29); например: 0,72 (кг);
ЕН – единица нормирования, на которую установлены норма расхода материала или норма времени (позиция 30); например: 1, 10, 100 (деталей);
НРАСХ – норма расхода материала; например: 1,26 (кг) на 1 деталь (позиция 31);
КИМ – коэффициент использования материала; например: 0,7 (позиция 32);
код заготовки – код заготовки выбирают по классификатору; допускается указывать вид заготовки: отливка, прокат, штамповка и т. д.; например: 0950018 пр. (позиция 33);
профиль и размеры – обозначение профиля и размеров заготовок; рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину; например: Æ35х3000 (позиция 35); профиль допускается не указывать;
КД – количество деталей, изготавливаемых из одной заготовки; например: 10 (позиция 36);
МЗ – масса заготовки; например: 12,6 (кг) (позиция 37).
Служебный символ А. Строки в маршрутной карте под символом А (рисунки В. 1 и В.2) задают следующую информацию: номер цеха, в котором выполняется операция (позиция 23), номер участка (позиция 24), номер рабочего места (позиция 25).
Кроме этого, в строках с символом А указывают номер операции в технологической последовательности изготовления, контроля и перемещения (позиция 26). Рекомендуемая нумерация операций: 000, 005, 010 и т. д. Далее задают код операции согласно классификатору технологических операций. После кода операции записывают ее наименование (позиция 22). Всю информацию записывают в вертикальных столбцах карты, индексация которых определена в строчке с основной литерой А (позиция А).
Таким образом, информация со служебным символом А построчно будет записана, например, как показано на рисунке В.3.

Рисунок В. 3 - Фрагмент маршрутной карты с записями по служебному адресу А
Следует добавить, что в строках с символом А указывают обозначение документов, применяемых при выполнении данной операции, например: ИОТ – инструкция по охране труда. В таблице В.3 выборочно приведены коды основных операций механической обработки и коды сопутствующего им оборудования. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляют код 4103 или указывают соответствующий код, например: 4233 Токарная с ЧПУ (табл. В.3).
Служебный символ Б. В строке с символом Б прежде всего записывают код и наименование оборудования, применяемого при выполнении заданной операции. Код включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Выборочно коды оборудования указаны в таблице В.3. Низшую группировку в МК иногда условно указывают знаком ХХХХ.
Далее в строке с символом Б указывают информацию, связанную с трудозатратами и условиями работ (рисунки В.1 и В.2). В контрольной работе данную информацию можно не указывать.
Служебный символ Т. При заполнении информации в строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначения) и наименование технологической оснастки (таблица В.4).
В строках с символом Т информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
1 – приспособления;
2 – вспомогательный инструмент;
3 – режущий инструмент;
4 – слесарномонтажный инструмент;
5 – специальный инструмент;
6 – средства измерения.
Разделение информации по каждому средству технологической оснастки следует выполнять через знак точку с запятой. Перед наименованием каждого элемента технологической оснастки указывают его код согласно классификаторам. Например, полная запись технологической оснастки (в строке с индексом Т) может быть такой:
396131 Тиски машинные 72000010 ГОСТ 21167-85; 391855 Фреза торцевая 2214ХХХХ 0160 210 ВК6М ГОСТ 2435-98; Оправка 62220034 040 ГОСТ 13785-80 (2 шт.).
Дата добавления: 2015-05-05; просмотров: 29069;