Пример технологического процесса сборки панели
Панель клепаной конструкции одинарной кривизны с продольным поперечным силовым набором показана на рис. 1.27. Предъявляются высокие требования к точности контуров обводов и стыка. Допуски на шаг стрингеров и дистанции шпангоутов умеренные.
На сборку панели необходимо подавать:
1) Обшивку, собранную из листов через накладки, например по СО.
2) Стрингеры, собранные из профилей с фитингами, предусмотреть НО.
3) Шпангоуты, выдержанные по ШК, обрезать по ШОК, предусмотреть НО.
4) Профиль стыка, обработанный с припуском 2 мм по торцу и отверстиям.
Схема процесса сборки
1) Заложить обшивку в приспособление. Базировать по рубильникам, упорам и стапельной плите.
2) Установить, притянуть профиль стыка к стапельной плите. Фиксировать по торцу и стыковым отверстиям (ОСБ) технологическими болтами.
3) Установить стрингеры в прорези рубильников, закрыть рубильники, фиксировать штырями. Прижать стрингеры к обшивке.
4) По НО стрингеров сверлить отверстия в обшивке под КБ. Ставить КБ.
5) По НО фитингов сверлить отверстия в профиле стыка, развернуть отверстия, ставить болты (~ 40%)
6) Расфиксировать, снять панель с приспособления.
7) Сверлить, зенковать отверстия под рядовую клепку.
8) Установить панель в поддерживающее приспособление. Набрать панель заклепками. Заклеить липкой лентой.
9) Клепать панель на прессе групповой клепки.
10) Установить панель со стрингерным набором в СП по рубильникам и стапельной плите.
11) Установить последовательно шпангоуты по рубильникам, фиксировать прижимами.
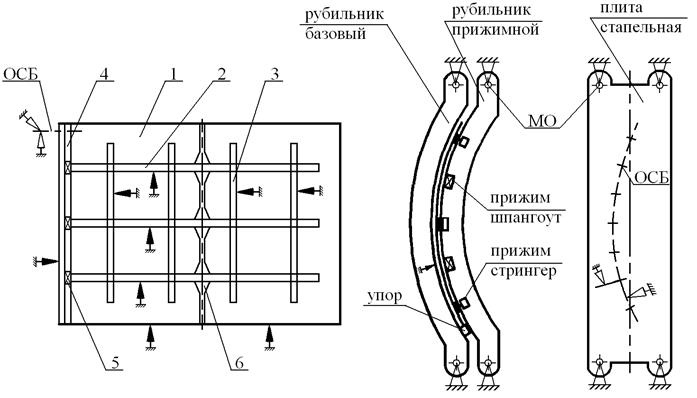
Рис 1.27. Базирование элементов при сборке панели: 1 – обшивка; 2 – стрингеры;
3 – шпангоуты; 4 – стыковой профиль; 5 – фитинги; 6 – накладка
12) По НО шпангоутов сверлить отверстия в обшивке под КБ, ставить КБ.
13) Расфиксировать, снять панель с приспособления.
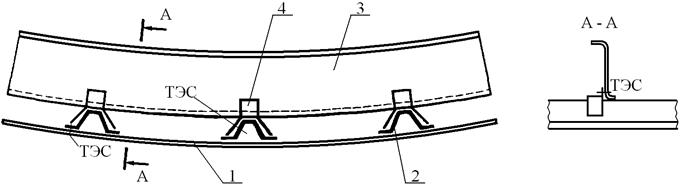
Рис. 1.28. Панель сварная: 1 – обшивка; 2 – стрингеры;
3 – шпангоуты; 4 – фитинги (лапки)
14) Установить панель в поддерживающее устройство.
15) По НО шпангоутов сверлить, зенковать отверстия под рядовую клепку.
16) Клепать шпангоуты с обшивкой на прессе одиночной клепки.
17) Снять КБ, сверлить, зенковать клепать пропущенные места. Ставить пропущенные классные болты.
18) Контроль.
Дата добавления: 2015-04-25; просмотров: 2330;