Пример технологического процесса сборки лонжерона
Конструктивно-технологическая характеристика изделия
Лонжерон балочного типа (рис 1.26) изготавливается из сплава Д16Т. Длинномерный узел выполнен с непосредственным выходом на обшивку. Пояса и стойки соединяются со стенкой заклепками, а стыковочный узел и кронштейны крепятся болтами.
Предъявляются высокие требования к точности функциональных контуров – контуру обвода, контуру стыка и контуру узлов навески. Важный момент – соблюдение высоких требований к точности увязки контуров. Требования к контуру стоек умеренные.
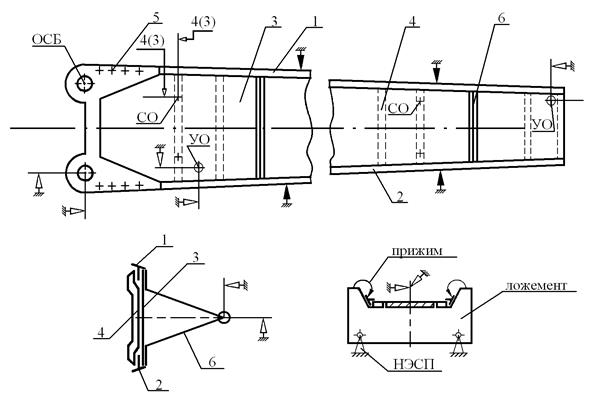
Рис. 1.26. Схема базирования при сборке лонжерона: 1 – верхний пояс;
2 – нижний пояс; 3 – стенка; 4 – стойки; 5 – стыковочный узел; 6 – кронштейны
Схема сборки
В самостоятельные подсборки в общем случае могут быть выделены:
1) Пояса, собранные из отдельных профилей с фитингами, уголками, накладками и пр.
2) Стенка, собранная из листов с накладками, окантовками, стойками.
Метод сборки, способы базирования
Из соображений точности сборку требуется производить по БЭСП (рис.10.26). Компенсация погрешностей выполняется перемещением деталей. Стенка устанавливается в приспособление по установочным отверстиям (УО). Пояса базируются по ложементам, а стыковой узел и кронштейны – по фиксаторам сборочного приспособления типа «ухо-вилка». Стойки базируются на стенку по СО.
ТЗ на проектирование приспособления
1) Положение собираемого изделия в приспособлении – горизонтальное.
2) Выемка собранного лонжерона из приспособления вверх.
3) В приспособлении предусмотреть:
· ложементы с рабочим контуром, соответствующим обводам лонжерона;
· реперные площадки, несущие УО;
· фиксаторы стыкового узла;
· фиксаторы кронштейнов.
3) Монтаж приспособления производить по эталону лонжерона.
4) Для фиксации поясов предусмотреть групповые прижимы.
5) Для удобства выполнения работ с двух сторон приспособление делать поворотным.
6) Каркас приспособления красить молотковой эмалью. Ложементы красить в зеленый цвет.
ТУ на подставку входящих деталей
1) Пояса подавать окончательно обработанными по контуру в соответствии с ШК. Малку выдерживать по ШКС. Предусмотреть направляющие отверстия (НО).
2) Стенку выдерживать по ШОК. Предусмотреть УО, СО.
3) Стойки выдерживать по ШОК. Предусмотреть СО, УО.
4) Стыковой узел подавать с припуском по плоскостям и отверстиям ± 2,0 мм. Предусмотреть НО под болты.
5) Кронштейны выдерживать в соответствии с чертежами. Предусмотреть НО под болты.
Схема процесса сборки
1) Установить стенку в приспособление по УО. Фиксировать штырями.
2) Установить пояса по ложементам. Фиксировать прижимами.
3) По НО поясов сверлить отверстия в стенке под контрольные болты (КБ). Ставить КБ.
4) Установить стойки по СО. Ставить КБ.
5) Расфиксировать, снять ложемент с СП.
6) По НО поясов, стоек, накладок сверлить отверстия в стенке.
7) Клепать лонжерон на прессах групповой клепки и одиночной клепки.
8) Установить лонжерон в приспособление, фиксировать прижимами.
9) Установить стыковой узел и кронштейны по фиксаторам СП.
10) Сверлить, разделать отверстия под классные работы. Ставить болты (40%).
11) Расфиксировать, снять лонжерон с СП.
12) Снять КБ, доклепать пропущенные места, ставить пропущенные болты.
13) Контроль.
Дата добавления: 2015-04-25; просмотров: 3047;