Центробежное литье
Методом центробежного литья лучше всего получать отливки, имеющие форму тел вращения. При этом литье жидкий металл поступает во внутреннюю полость быстро вращающейся металлической формы, а затем под действием центробежных сил отбрасывается к ее стенкам и затвердевает в виде пустотелой отливки.
Для вращения форм применяют центробежные машины с вертикальной или горизонтальной осью вращения. Детали небольшой длины, например бронзовые втулки, червячные шестерни, обычно отливают на машинах с вертикальной осью вращения. Детали большой длины, например чугунные водопроводные и канализационные трубы, стальные стволы орудий и другие, отливают на центробежных машинах с горизонтальной осью вращения.
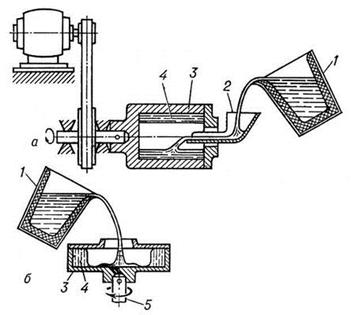
Рис. 84. Схема получения отливок способом центробежного литья на машинах с вертикальной (а) и горизонтальной (б) осями вращения: 1-ковш; 2-желоб; 3-форма; 4-отливка; 5-шпиндель.
Полученные отливки имеют более высокую плотность, отличаются мелкозернистой структурой и высокой прочностью. Отсутствие литников и выпоров, малые припуски на механическую обработку, небольшой брак и высокая производительность — преимущества центробежного способа литья.
Применяют центробежные машины нескольких типов, конструкция которых определяется размерами отливок и их назначением.
Дата добавления: 2015-04-21; просмотров: 1442;