Разработка установки для механизированной сварки трубных узлов из сталей типа 15Х5М
На основании проведенного информационного обзора были сделаны основные выводы, определяющие составляющие узлы будущей установки. Проанализировав существующие компоновочные схемы, предлагаем следующий вариант компоновки установки:
Сборка из двух трубных узлов устанавливается на манипулятор 5, с помощью которого будет осуществляться плавное вращение, и роликоопоры 6. Для размещения сварочного аппарата используем колонну поворотную 7, которая обеспечит беспрепятственную снятие и установку детали на манипулятор, а так же подвод детали к месту сварки.
Стенд предназначен для полувтоматической сварки стыков трубных узлов (Ø159×8 – Ø500×30 мм) с РТЦ за счет применения сопутствующего принудительного охлаждения водовоздушной смесью. Охлаждающее устройство для РТЦ сварки крепится к стойке 7. Сварка производится сварочной головкой 3, консольно закрепленной на поворотной колонне 7. Питание сварочной дуги осуществляется от источника тока 1. Сварочная головка 3, закрепленная на конце консоли колонны 7, имеет возможность перемещатся вверх-вниз возвратно-поступательного движения с помощью механизмов вертикального перемещения.
Сварку производят при вращении изделия со скоростью сварки приводом манипулятора 5. Конструкция охлаждающего устройства позволяет постоянно удерживать блок форсунок охлаждения под сварочной дугой.
Для обеспечения синхронности включения в работу охлаждающего устройства применяется схема автоматического управления сопутствующим охлаждением, совмещенная с приводом вращения планшайбы манипулятора.
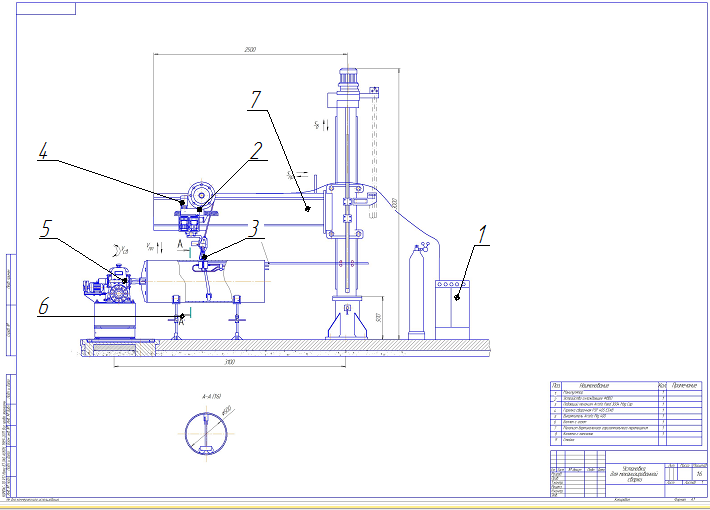
Рисунок 3.1 – Компоновочная схема установки
Дата добавления: 2015-04-19; просмотров: 1521;