УКРЕПЛЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
Сварное соединение является источником возникновения электрического потенциала вследствие разнородности металла тела трубы и электрода. Кроме того, часто по причинам организационным и технологическим шов оказывается недостаточно прочным. В настоящее время известны несколько способов укрепления швов.
Наложение на шов бандажа из эпоксидного компаунда (100 весовых частей эпоксидной смолы, 15 весовых частей полиэтиленполиамина). Бандаж накладывается в 5-6 слоёв и армируется технической марлей после каждого слоя. После полимеризации (5 – 6 часов) бандаж выдерживает давление до 20,0 МПа. Бандаж защищает шов снаружи и предотвращает утечку жидкости при образовании каверны в шве изнутри. Ширина бандажа по 250 – 300 мм от оси шва в обе стороны. Трубу перед наложением бандажа ведут с предварительным подогревом путём наложения на трубу и затем на бандаж специальных подогревателей (паровых).
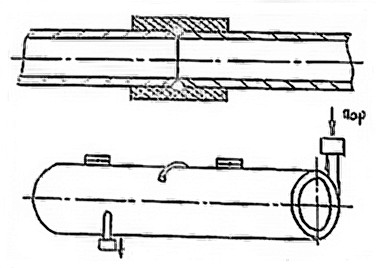
Рисунок140-Схема наружного укрепления шва
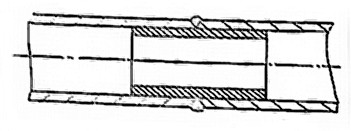
Рисунок 141-Схема внутреннего укрепления шва
Применение центрирующих колец, вставляемых внутрь свариваемых труб, способствуют созданию соосности свариваемых труб, что положительно влияет на прочность шва и равномерность его наложения. Однако, кольца уменьшают сечение трубы. Ширина колец – 100 мм, толщина до 4 -5 мм. В целях возможности установки в трубу с отклонением по внутреннему диаметру кольца делают разрезными.
Дата добавления: 2015-04-15; просмотров: 1049;