Обробка за допомогою ультразвукових (УЗ) коливань
Електроерозійні методи, які широко використовуються для обробки складних контурів та твердих металів, не можна застосовувати для матеріалів, які не проводять електричний струм.
Обробку із застосуванням УЗ коливань можна застосувати для будь-яких матеріалів при обробці отворів, нарізання скла, кераміки, кварцу та інших матеріалів.
Обробка із застосуванням УЗ коливань заснована на видаленні матеріалу з поверхні, що обробляють, за рахунок гідравлічної та механічної дії на неї суспензії, яка складається з води і зважених в ній частинок абразивного порошку. Спрямована дія суспензії, яка забезпечує одержання отвору певної форми, здійснюється вібруючим з певною частотою та амплітудою інструментом.
Ультразвукове прошивання отворів вільним абразивом і алмазне свердління на звичайних свердлильних верстатах при співвідношенні глибини і діаметра отвору > 10 недоцільне. Ультразвукове прошивання отворів алмазним інструментом можливо при співвідношенні глибини до діаметра отвору < 180. Для одержання отворів точністю до 7 квалітету необхідні спеціальні люнети. Перегрівання алмазної коронки або її повне руйнування виключені при обробці з водяним охолодженням. Для обробки невеликих партій деталей доцільно застосовувати спеціальні головки.
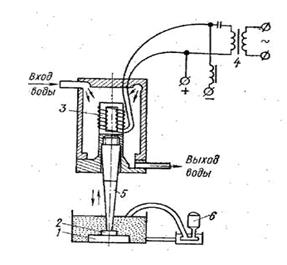
Рисунок 4.3 - Принципова схема УЗ обробки
На рис. 4.3 наведено схему УЗ обробки. Інструмент 2 здійснює поздовжні коливання з частотою 16000-25000 Гц і амплітудою 0,02-0,06 мм. Він виготовлений з конструкційної сталі, і за профілем відповідає формі отвору, що обробляється. В зону обробки, тобто в зазор між робочим торцем інструмента 2 і заготівлею 1, за допомогою насосу 6 подають абразивну суспензію (як абразив зазвичай використовують карбід бора). Джерелом коливань інструмента є магнітострикційний перетворювач 3, в якому електричні коливання від потужного електронного генератора 4 перетворюються в механічні. Коливання торцевої поверхні перетворювача 3 невеликі: 5-10 мкм. Для збільшення амплітуди в 2-5 разів застосовують трансформатори швидкості, або акустичні концентратори 5. До вузького перетину концентратора прикріплюють інструмент. В процесі обробки інструмент повинен безперервно пересуватись в напрямку до заготівлі. При обробці глухих отворів інструмент необхідно періодично піднімати для заповнення порожнини свіжим абразивом і видалення продуктів різання. При обробці заготівель з електропровідних матеріалів попередню обробку для знімання більшої частини матеріалу необхідно виконувати електроерозійним методом, як чистову обробку для отримання шорсткості поверхні 1,6-0,8 мкм - ультразвуковим методом.
Продуктивність УЗ залежить від властивостей матеріалу, що обробляється, амплітуди і частоти коливань інструмента, виду та зернистості абразивного матеріалу, розмірів площі і конфігурації поверхні, що обробляється. Існуючі моделі ультразвукових верстатів дозволяють обробляти отвори діаметром від 0,15 до 90 мм. При максимальній глибині обробки 2-5 діаметрів з похибкою обробки для твердих сплаві 0,01мм.
Дата добавления: 2015-03-07; просмотров: 1242;