Хімічне і електрохімічне травлення
Методи електрохімічної обробки матеріалів засновані на хімічних процесах, що виникають у результаті проходження електричного струму через коло, утворене провідниками (електродами) і рідиною, що знаходиться між ними (електролітом).
Особливості електрохімічної розмірної обробки:
- продуктивність обробки досягає 50 000 мм3/хв і вище;
- висока чистота обробленої поверхні ( в межах 2,5-0,63);
- відсутність ріжучого інструмента;
- із збільшенням продуктивності підвищуються чистота поверхні і точність обробки;
- необхідність очищення електроліту;
- необхідність видалення водню з робочої камери ( при видаленні 1 кг сталі виділяється біля 0,5м3 водню);
- висока енергоємність процесу (1000 А/год на 1 кг знятого металу).
Принципово механізм електрохімічного профілювання полягає у тому, що поверхня заготівлі, зазнаючи електрохімічного розчинення як анода, одержує на різних ділянках різну густину струму, відповідно відстані від профільного катода. У результаті розчинення на цих ділянках відбувається з різною швидкістю і приводить до утворення профілю, що представляє собою зворотне зображення катода. Відповідно до цієї схеми здійснюються всі операції електрохімічного профілювання, копіювання і т. ін, що приводять до зміни форми заготівлі.
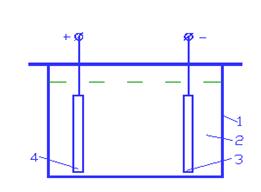
Рисунок 4.1 - Принципова схема електролітичної установки і процесу електролізу: 1 - ванна; 2 - електроліт; 3 - катод; 4 – анод
Електроліти для електрохімічної розмірної обробки. Принципово анодне розчинення може відбуватися в будь-якому електроліті, що утворить із металом добре розчинні у воді з’єднання. Практично найбільш поширені деякі розчини, зокрема розчин хлористого натрію
Водяний розчин хлористого натрію (повареної солі) придатний для електрохімічної обробки стали 50, ОХНЗМ, 40Х, жароміцних нікелевих сплавів, а при добавці їдкого натру - для обробки металокерамічних вольфрамокобальтових сплавів. Позитивні сторони такого електроліту - низька вартість і тривала працездатність. Останнє пояснюється тим, що хлористий натрій безупинно відновлюється в розчині. При використанні водяних розчинів хлористого натрію для обробки деталей із нержавіючої сталі (наприклад, Х18Н9Т) можливе зниження корозійної стійкості при низьких густинах струму. На інших металах цього не спостерігається. Для електрохімічної обробки нікелевих сплавів і титана іноді застосовують водяні розчини сірчаної кислоти. Ці розчини забезпечують високу чистоту поверхні і не викликають корозії деталей. Розчини сірчанокислого натрію придатні для обробки деталей із нержавіючої сталі Х18Н9Т і забезпечують високу швидкість знімання і дзеркальної поверхні виробу. Електроліти із водяного розчину якої-небудь солі, зокрема хлористого натрію, швидко змінюють свою кислотність (рн) і електропровідність у процесі роботи внаслідок утворення при електролізі лугу і нагромадження її в розчині
Розглянемо приклади електрохімічної розмірної обробки.
В даний час електрохімічна розмірна обробка використовується в основному при утворенні отворів і порожнин, профілюванні і формоутворенні копіюванням, видаленні задирок.
Схему електрохімічного утворення кільцевих канавок усередині деталей типу втулок зображено на рис. 4.2. Втулку 1 закріплюють в установочному пристосуванні спеціального двохшпиндельного верстата і підключають до позитивного полюса джерела струму. Усередині деталі встановлюють електрод-інструмент 2, що являє собою латунний стрижень, покритий на неробочій частині ізоляцією і з’єднаний із негативним полюсом. Робочу частину електрода-інструмента - неізольоване кільце - установлюють поблизу оброблюваної поверхні.
1 2
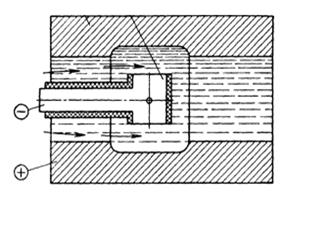
Рисунок 4.2 - Схема електрохімічного утворення кільцевих канавок усередині втулки
У проміжку між електродами (0,4-0,6 мм) із швидкістю 10-12 м/с протікає електроліт - водяний розчин хлористого натрію. При ввімкненні струму відбувається інтенсивне розчинення частини анодної поверхні, розташованої поблизу робочої частини інструмента, з утворенням кільцевої канавки глибиною 0,2 мм (час обробки 12 с).
Дата добавления: 2015-03-07; просмотров: 1319;