Фрезерование шлицев
Шлицы валов небольших диаметров (до 100 мм) обычно фрезеруют
за один проход, больших диаметров — за два прохода. Черновое фрезерование шлицев, в особенности больших диаметров, иногда производят
фрезами на горизонтально-фрезерных станках, имеющих делительные механизмы (рис. 3, а, б,в).
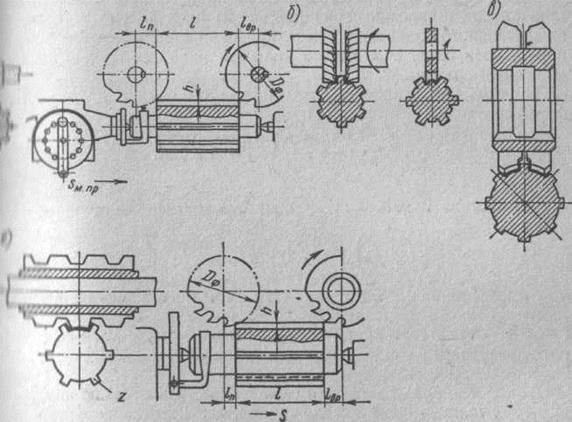
Рис. 3. Способы фрезерования шлицев валов:
а - дисковой фасонной фрезой; б —двумя фрезами; в — двумя дисковыми специальными фрезами; г — шлицевой червячной фрезой.
Фрезеровать шлицы можно способом, изображенным на рис. 3,б, позволяющим применять более дешевые фрезы, чем фасонные. Более производительным способом является одновременное фрезерование двух шлицевых канавок двумя дисковыми фрезами специального профиля (рис. 3, в).
Чистовое фрезерование шлицев дисковыми фрезами производится только в случае отсутствия специального станка или инструмента, так как оно не дает достаточной точности по шагу и ширине шлицем,
Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы (рис. 3, г). Фреза помимо вращательного движения имеет продольное перемещение вдоль оси нарезаемого вала. Этот способ является наиболее точным и наиболее производительным.
Определение основного времени в этом случае производится по формуле:
 , мин,
, мин,
где  - длина нарезаемых шлицев, мм;
- длина нарезаемых шлицев, мм;  - величина врезания, мм
- величина врезания, мм
 , мм,
, мм,
h — высота шлица в мм; D — диаметр червячной фрезы в мм; 1п — величина перебега, равная 2—5 мм; z — число нарезаемых шлицем; i — число ходов (обычно i = 1; s0 — подача фрезы в мм на один оборот нарезаемого вала; п — число оборотов фрезы в минуту; q —число заходов червячной фрезы.
При центрировании втулки (или зубчатого колеса) по внутреннему диаметру шлицев вала как червячная, так и дисковая фреза должна иметь «усики», вырезающие канавки в основания шлица, чтобы не было заедания во внутренних углах. Эти канавки необходимы также при шлифовальных станках; шлифовании по боковым сторонам и внутреннему диаметру.
Дата добавления: 2015-02-23; просмотров: 4371;