Теоретическое введение. На рис. 4.1 представлены одноступенчатые червячные редукторы с указанием соответствующей кинематической схемы
На рис. 4.1 представлены одноступенчатые червячные редукторы с указанием соответствующей кинематической схемы. Червячная передача относится к передачам зубчато-винтового класса. Наиболее распространены червячные передачи с углом перекрещивания валов Σ = 90º.
Передача состоит из червяка, то есть винта с трапецеидальным (архимедов червяк) или эвольвентным (эвольвентный червяк) профилем резьбы и червячного колеса с зубьями, торец которого имеет форму дуги, охватывающей часть червяка. Ведущим звеном в передаче является червяк, который может располагаться под колесом (рис. 4.1) или над колесом (рис. 4.3). Червяк выполняется из легированной стали, где рабочая поверхность витков подвергается закалке для эвольвентного червяка до твердости HRC 50…55 с последующим шлифованием и полированием. Высокий класс шероховатости и высокая твердость рабочей поверхности витков червяка при наличии смазки способствует благоприятной работе зацепления, в котором действует трение скольжения, т.е. витки червяка скользят по зубьям колеса. При этом уменьшается вероятность истирания более мягкого материала червячного колеса при больших относительных скоростях скольжения.
а б
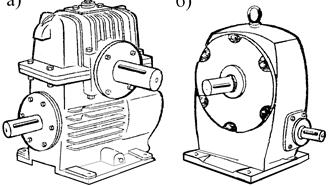
Рис. 4.1. Одноступенчатый червячный редуктор
На рис. 4.2 представлен архимедов червяк и указаны его основные геометрические параметры. Направление витков червяка может быть как правым, так и левым. На рис. 4.2 червяк с правым наклоном винтовой линии. Число заходов червяка резьбовой (винтовой) линии определяется по его торцевой поверхности аналогично резьбовым соединениям.
Червячное колесо в целях экономии цветных металлов выполняется с ободом (венцом) 2 из антифрикционных материалов (бронзы, латуни, спецчугуна) и чугунной ступицей 3, что отображено на рис. 4.3. Бронзовый обод на чугунную ступицу посажен с гарантированным натягом. При нагреве посадка может ослабнуть, т.к. коэффициент линейного расширения бронзы больше, чем чугуна. Поэтому в стык венца и ступицы ввертывают винты 4 с последующим срезанием головок. Ступица червячного колеса 3 устанавливается на вал 5 с натягом. При работе червячного зацепления часть полезной энергии обращается в тепло, что ухудшает условие смазки зацепления. Для повышения теплоотвода в червячных редукторах стенки корпуса изготавливаются оребренными (4.1, а).
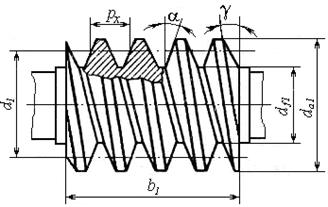
Рис. 4.2. Архимедов червяк: d1 – делительный диаметр; df1 – диаметр впадин; dа1 – диаметр вершин; b – длина нарезной части; рх – осевой шаг; α = 20º – угол профиля витка;  – угол наклона винтовой линии
– угол наклона винтовой линии
Опорами тихоходного вала 5 являются конические роликоподшипники. Аналогичные опоры назначают и для быстроходного вала. Внутреннее кольцо подшипника на вал ставят с натягом, а наружное – в корпус редуктора со скользящей посадкой. Такая постановка позволяет наружному кольцу во время работы занять положение, при котором обеспечивается лучший контакт тел качения с кольцами подшипника.
Уплотнения 7 ставят в крышках, через которые выходят концы валов. Назначение уплотнений – предотвратить попадание механических частиц в подшипники и в зацепление через зазор между крышками и валом, а также предотвратить вытекание смазки из редуктора. Тип уплотнения назначается в зависимости от окружной скорости вала.
Сборка производится одновременно с регулировкой осевого люфта подшипников качения и проверкой правильности сборки зацепления. Порядок сборки червячного зацепления отображен на рис. 4.3, а.
|
|
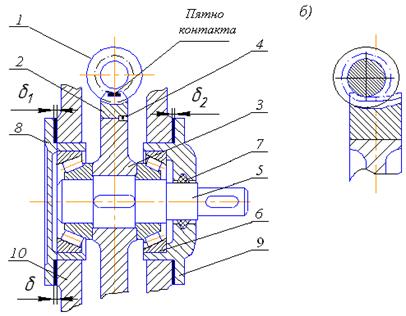
Рис. 4.3. Червячное зацепление
Затем разделить прокладки примерно на две равные части d1и d2по толщине и установить под боковые крышки 8 и 9, затягивая все винты. При этом вал колеса не должен иметь осевого люфта и в то же время должен свободно проворачиваться рукой. В противном случае следует уменьшить или увеличить на одну прокладку или одну из прокладок. Осевые перемещения валов измеряются индикатором.
Вал червяка собирается в такой же последовательности, что и вал червячного колеса. Устанавливают на место и остальные детали за исключением верхнего смотрового люка.
Далее следует проверить правильность сборки зацепления. Для этого необходимо, чтобы средняя плоскость червячного колеса проходила через центр червяка. Это определяется по пятну контакта. Для чего на рабочую боковую поверхность винта червяка 1 наносится тонкий слой краски. Затем поворачивают червяк, создавая рукой реактивный момент на валу колеса. Через люк наблюдают пятно контакта. Если оно примерно симметрично относительно главной плоскости, то сборка зацепления выполнена правильно. Если пятно контакта смещено влево (рис. 4.3, б), то необходимо с противоположной стороны из-под крышки 9 вынуть одну прокладку и поставить под крышку 8 на другой стороне. При этом колесо с валом и подшипниками относительно корпуса переместится в противоположную сторону постановке прокладки. После этого вновь проверяют правильность сборки зацепления. Перестановку прокладок ведут до симметричного расположения пятна контакта.
Дата добавления: 2015-02-19; просмотров: 1129;