Тема. Виды и сроки освидетельствования колесных пар, и их клеймение.
Порядок осмотра, освидетельствований, ремонта, требования к колесным парам определены Инструкцией по освидетельствованию, ремонту и формированию колесных пар локомотивов. ЦТ-329 и Руководством КМБШ 667120.001РЭ от 27.12.2005г.
В процессе эксплуатации и при ремонте колесные пары подвергают осмотру полному освидетельствованию. Осмотр колесной пары под тепловозом производят при всех случаях осмотра тепловоза в депо, при выезде из депо под поезд, при смене локомотивной бригады, при техническом обслуживании и т. д. При этом проверяют состояние доступных для визуального осмотра и отстукивания частей колесной пары. Обращается внимание на плотность посадки бандажа (нет ли смещения меток на бандаже относительно меток колесного центра, чистый ли звук); на состояние поверхности катания бандажей (целостность бандажа, отсутствие ползунов, выбоин, раковин и наслоений, наплывов металла на бандаже, отсутствие остроконечного наката и прочих повреждений). Не реже одного раза в месяц у всех колесных пар парка тепловозов специальными шаблонами (рис. 28.) измеряют прокат, толщину гребня и бандажа.
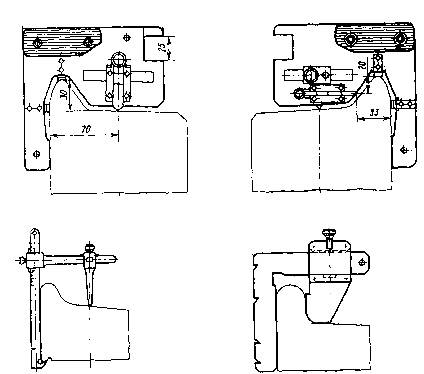
Рис.28.
Освидетельствование. Ведут при снятых буксовых подшипниках и тяговых электродвигателях. После визуального осмотра измерением определяют размер и характер износа бандажей, с помощью магнитного дефектоскопа проверяют, нет ли трещин в шейках буксовых и моторно-осевых подшипников, в галтелях и в средней части оси.
У колесных пар, имеющих полый вал (ТЭП70), проверяют отсутствие у него трещин в местах под моторные подшипники, а также в пальцах привода.
Полное освидетельствование. Колесные пары проходят при среднем и капитальном ремонтах, смене бандажей, ремонте с распрессовкой элементов, при неясности или отсутствии знаков последнего освидетельствования, повреждении колесных пар после аварии или крушения. При полном освидетельствовании колесную пару очищают от грязи и краски до металла, подступичные части проверяют ультразвуковым дефектоскопом, заменяют изношенные или дефектные элементы. После освидетельствования на левый торец оси колесной пары (правый занят клеймами завода-изготовителя) наносятся клейма и знаки освидетельствования (номер пункта, производившего освидетельствование, дата (месяц, год), клейма приемки). Результаты освидетельствования записывают в специальный журнал и технический паспорт колесной пары, в который заносят также все данные, связанные с ее изготовлением и эксплуатацией.
Технологическая инструкция: клеймение колёсных пар.
При ремонте и полном освидетельствовании колесных пар применяются следующие знаки и клейма:
- клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту;
- цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных (цифры и буквы должны быть высотой от 6 до 10мм, согласно действующим стандартам, техническим условиям и чертежам);
- клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
- клеймо контрольного мастера службы технического контроля (требования к клейму службы технического контроля устанавливаются ремонтным пунктом, производящим ремонт);
- клейма в форме круга с буквами, обозначающими метод формирования колесной пары: «Ф» прессовый, «ФТ» тепловой или «ТК», «ТЗ» комбинированный («ТК» - тепловой метод посадки колесных центров или колес, «ТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквой «Б», обозначающее балансировку колесной пары;
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары, выпрессовку оси и сборку колесной пары прессовым методом, «ДТ» - тепловым методом, «ДТК» «ДТЗ» - комбинированным методом («ДТК» - тепловой метод посадки колесных центров или колес, «ДТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, с буквами «ПД» - правого колесного центра или цельнокатаного колеса, с буквами «ЛЗД» - левого, с буквами «ПЗД» - правого зубчатого колеса;
- клеймо в форме круга с буквами «ЛДТ», обозначающее сборку после распрессовки тепловым методом левого, с буквами «ПДТ» – правого колесного центра или цельнокатаного колеса, с буквами «ЛЗДТ» левого, с буквами «ПЗДТ» - правого зубчатого колеса;
- клеймо в форме круга с буквами, обозначающими замену оси на вновь изготовленную и метод формирования колесной пары: «СОФ» – прессовый, «СОФТ» – тепловой или «СОТК», «СОТЗ» – комбинированный («СОТК» – тепловой метод посадки колесных центров или колес, «СОТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «СБ», обозначающее замену бандажей;
Составные части колесных пар с несоответствующими знаками клеймения и маркировки в ремонтное производство не допускаются.
Необработанные (в черном виде) оси на средней или подступичной части должны иметь знаки и клейма в соответствии с (рис. 29).
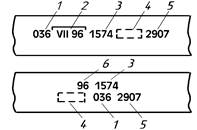
Рис.29. Знаки и клейма на необработанной оси колесной пары
1 — условный номер предприятия-изготовителя,
2 — месяц (римскими цифрами) и год (две последние цифры изготовления),
3 — номер плавки,
4 — клейма приемки,
5 — порядковый номер оси,
6 — год (две последние цифры)
Окончательно обработанные оси на правом торце должны иметь знаки и клейма в соответствии с (рис 30, 31, 32).
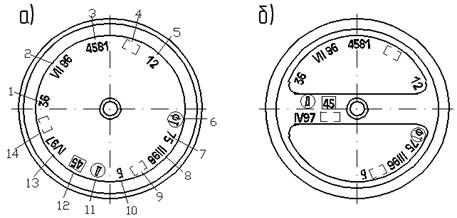
Рис.30. Знаки и клейма на правом торце оси колесной пары
а —тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
1 — условный номер предприятия-изготовителя необработанной оси;
2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 — порядковый номер оси;
4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 — условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
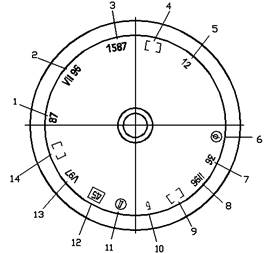
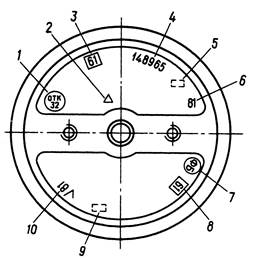
Рис. 31. – Знаки и клейма на правом торце оси колесной Рис. 32.
пары локомотива с торцовыми упорами качения
1 – условный номер предприятия-изготовителя необработанной оси;
2 – месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 – порядковый номер оси;
4 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 – условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования.
Рис. 32. Знаки и клейма на правом торце оси колесной пары МВПС
1 – клеймо технического контроля;
2 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
3 – условный номер предприятия, производившего обработку оси и перенесшего знаки маркировки;
4 – порядковый номер оси, начинающийся с номера предприятия-изготовителя поковки;
5 – клейма инспектора приемщика;
6 – год (две последние цифры) изготовления;
7 – клейма формирования и балансировки;
8 – условный номер предприятия, сформировавшего колесную пару;
9 – клеймо технического контроля;
10 – дата формирования.
Бандажина боковой наружной грани должны иметь знаки и клейма в соответствии с (рис.33).
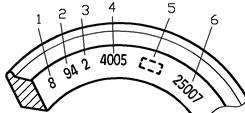
Рис. 33. Знаки и клейма на наружной грани бандажа
1 – условный номер предприятия изготовителя,
2 – год (две последние цифры) изготовления,
3 – марка бандажа,
4 – номер плавки,
5 – клейма приемки,
6 – порядковый номер бандажа по системе нумерации
предприятия-изготовителя.
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Литые центры на наружной стороне ступицы или диска должны иметь знаки и клейма в соответствии с (рис.34). Размещение и размеры знаков маркировки – по рабочим чертежам центров. а) б)
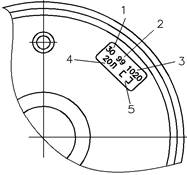
а – на дисковом центре, б – на спицевом центре
Рис.34. Знаки и клейма на колесном центре
1 – условный номер предприятия-изготовителя,
2 – год (две последние цифры) изготовления,
3 – порядковый номер центра по системе нумерации предприятия-изготовителя,
4 – обозначение марки стали,
5 – клейма технического контроля предприятия- изготовителя и представителя заказчика
Рис.6. Знаки и клейма на колесном центре
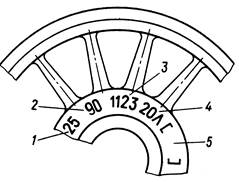
Цельнокатаные колеса на наружной боковой поверхности обода должны иметь знаки и клейма в соответствии с (рис.35).
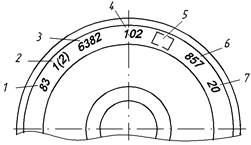
Рис.35. Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса
1 – год (две последние цифры) изготовления,
2 – марка стали,
3 – номер плавки,
4 – условный номер предприятия-изготовителя,
5 – клейма технического контроля предприятия-изготовителя и представителя заказчика,
6 – порядковый номер колеса по системе нумерации предприятия-изготовителя
7– дополнительный код, обозначающий собственность колес стран СНГ и Балтии
Зубчатое колесо или венец ТПС должны иметь знаки и клейма в соответствии с (рис. 36).
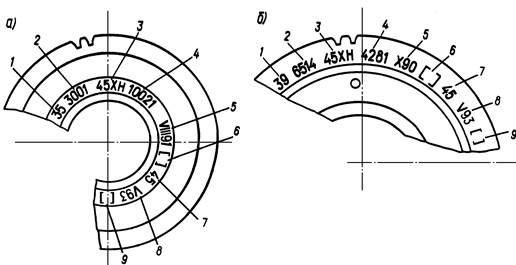
Рис. 36. Знаки и клейма зубчатого колеса и венца
а — на зубчатом колесе; б — на венце зубчатого колеса
1 – условный номер предприятия-изготовителя,
2 – порядковый номер зубчатого колеса (венца),
3 – марка стали,
4 – номер плавки,
5 – месяц (римскими цифрами) и год (две последние цифры) изготовления,
6 – клейма технического контроля предприятия-изготовителя и представители заказчика,
7 – условный номер предприятия, проводившего установку зубчатого колеса или венца,
8 – месяц (римскими цифрами) и год (две последние цифры) установки,
9 – клейма технического контроля предприятия, проводившего установку
Перенос знаков и правильность обработки осей в соответствии с технической документацией удостоверяется постановкой клейм контрольного мастера службы технического контроля и инспектора-приемщика (на заводе) («Серп и молот»), мастера колесного цеха и приемщика (в депо) с постановкой условного номера пункта, проводившего обработку.
Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой бракуют.
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При замене зубчатого колеса или венца на них наносятся знаки и клейма предприятия, производившего замену зубчатого колеса (венца) (рис.36), позиции 7 – 9).
При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма в соответствии с (рис.37).
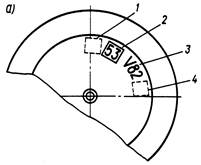
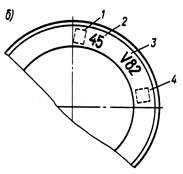
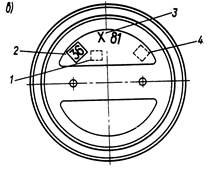
Рис.37. Знаки и клейма на левом торце оси колесной пары:
а — тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения;
в — электровозов и МВПС на подшипниках качения без торцового упора;
1 – место постановки клейм замены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 – условный номер ремонтного пункта;
3 – месяц (римскими цифрами) и год (две последние цифры) проведения полного освидетельствования;
4 – клейма службы технического контроля и приемщика локомотивов (инспектора-приемщика).
Впереди вышеуказанных клейм при замене бандажа дополнительно ставится клеймо «СБ». При перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр или цельнокатаное колесо. При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» - левого или правого зубчатого колеса. При сборке колесной пары тепловым методом после распрессовки - клеймо «ЛДТ» или «ПДТ» - левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» - левого или правого зубчатого колеса.
После постановки клейм торцы осей с торцовым упором необходимо обработать.
Запрещается заварка или зачеканка знаков и клейм изготовления оси и формирования колесной пары на правом торце оси. Они должны сохраняться на все время эксплуатации оси для локомотивов. Клейма формирования (переформирования) колесной пары для МВПС и клейма переформирования для локомотивов должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси проводится заварка знаков предыдущих полных освидетельствований и после зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. При этом сохраняют клеймо последней перепрессовки колесного центра (цельнокатаного колеса).
Дата добавления: 2015-02-13; просмотров: 4877;