ВИЗНАЧЕННЯ ОСНОВНИХ ЕЛЕМЕНТІВ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ОБРОБКИ ДЕТАЛЕЙ
Мета роботи: навчитися здійснювати аналіз токарних операційних ескізів та інших вихідних даних для обробки заготовки в даній операції, а також записувати зміст операції по переходах.
Обладнання, матеріали, інструменти і заготовки: токарні різці, пристрої; токарний верстат з ЧПК моделі «ORAC MBC 84»; ескізи деталей згідно варіанту (додаток №1).
Короткі теоретичні відомості
Виробничий процес – сукупність всіх дій методів виготовлення і засобів праці на підприємстві для виробництва або ремонту виробів.
Виробничий процес передбачає:
- Технологічну підготовку виробництва;
- Отримання, зберігання і переміщення матеріалів і заготовок;
- Різні види обробки;
- Збирання виробів і контроль якості.
Технологічний процес – частина виробничого процесу, яка вміщує ціле направлені дії на зміну і наступне визначення стану засобів праці (заготовки і виробів).
Засобами виконання технологічного процесу являється технологічне обладнання і оснастка та наладка. Технологічний процес складається з технологічних і допоміжний операцій.
Технологічна операція – це закінчена частина технологічного процесу виконана на одному робочому місці. Технологічна операція зв’язана зі зміною форми, розмірів, властивостей матеріалу або поверхонь заготовки.
До допоміжних операцій відносять: контроль, транспортування і інші види робіт при яких розміри, форма та якість заготовок не зміняється.
Операція являється основою виробничого планування і обліку (визначають необхідне число робітників, обладнання, інструментів).
Технологічні операції механічної обробки ділять на: технологічні і допоміжні переходи робочі і допоміжні ходи.
Технологічний перехід – закінчена частина технологічної операції, яка характеризується сталістю використовуємого інструмента і поверхонь, які утворюють обробкою. Обробку кожної поверхні заготовки здійснюють за один або декілька переходів.
Допоміжний перехід – закінчена частина технологічної операції, яка складається із дій людини і обладнання, яка не супроводжується зміною форми, розмірів, параметрів шорсткості поверхні, але необхідної для виконання технологічного переходу, наприклад, установка оброблюваної заготовки, її закріплення, зміна ріжучого інструменту.
Переходи можна виконувати послідовно – один за іншим, наприклад, на верстатах з ЧПК; паралельно оброблювати декілька поверхонь деталі декількома інструментами – на агрегатних багаторізцевих верстатах; і паралельно – послідовно – на багатошпиндельних автоматах.
Робочим ходом називають закінчену частину технологічного переходу, який складається із одноразового переміщення інструмента відносно заготовки і супроводжується змінною форми, розмірів, якості поверхні або властивості заготовки. Робочий хід здійснюється при відносному переміщенні інструмента і заготовки по заданій траєкторії. Траєкторія робочого ходу включає:
- траєкторію підходу інструмента;
- траєкторію різання;
- траєкторію перебігу (виходу) інструмента.
Для розширення технологічних можливостей верстатів частіше використовувати системи з ЧПК, які здійснюють програмування циклу, режимів обробки і шляхів переміщення робочих органів верстата (рис. 1).
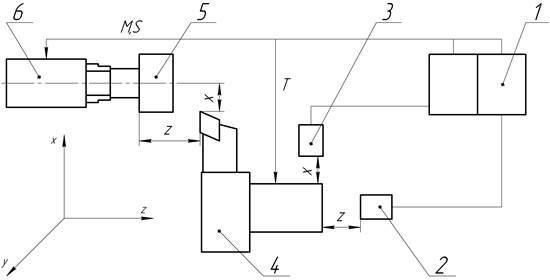
Рисунок 1 – Схема обробки деталі на верстаті з ЧПК (1 – блок керування ЧПК, 2, 3 – крокові приводи з повздовжньою «z» та поперечною «x» подачею, 4 – різцеутримувач, 5 – заготовка, 6 – безступінчаста коробка швидкостей, M,S – допоміжна функція та команда головного руху, T – команда на зміну інструмента)
Допоміжний хід – представляє собою закінчену частину технологічного переходу, яка складається із одноразового переміщення інструмента відносно заготовки і не супроводжується її змінами, але необхідного для підготовки робочого ходу.
При використанні верстатів з ЧПК виникає необхідність в подальшій деталізації складових технологічної операції і процесу обробки. Технологічні і допоміжні ходи розбивають на кроки (елементарні переміщення) і технологічні команди. Кожний крок представляє собою переміщення на ділянці траєкторії з невідомими параметрами (наприклад, значення швидкості подачі, частоти обертання шпинделя). Зокрема, окремим кроком являється переміщення по прямій або по колу з постійною швидкістю.
Технологічні команди – це вказівки, які реалізовують виконуючими механізмами, наприклад, включення, подача МОВ і інш. Для обробки заготовку необхідно вставити і закріпити в пристрої або за допомогою механізмів верстата.
Установом називають частину технологічної операції, яка виконується при незмінному (одноразовому) закріпленні оброблюваної заготовки. Операція може використовуватись за один або декілька установів. Наприклад, для токарної обробки вала необхідно, як правило, два установи.
Порядок визначення складових операції:
· Деталь виготовляють із гарячекатаного прокату, розрізаного на штучні заготовки циліндричної форми в умовах дрібносерійного виробництва.
· Всі поверхні обробляються за один прохід.
· Токарна операція виконується згідно ескізів за дві установи (рис. 2).
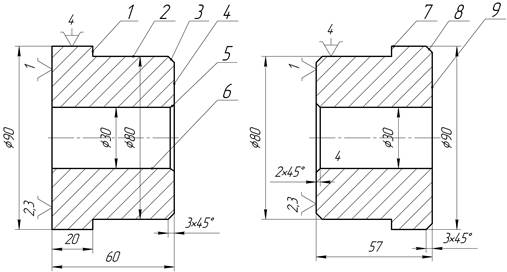
Рисунок 2 – Схема токарної операції
Необхідно провести аналіз операційних ескізів і інших вихідних даних, встановити склад операції та визначити її найменування і склад, визначити послідовність обробки заготовки в даній операції, описати склад операції по переходам.
Порядок розв’язання:
1. В даній операції, яка складається із двох установів А і Б, проводиться обробка 9 – ти поверхонь заготовки, для чого необхідно виконати послідовно дев’ять технологічних переходів.
2. Для виконання даної операції буде використаний токарний верстата з ЧПК. Найменування операції – токарна.
3. Встановлюємо раціональну послідовність виконання технологічних переходів по установам, згідно операційних ескізів.
В першому установі (А): підрізати торець 4, точити поверхню 2 з утворенням торця 1, точити фаску 3, свердлити отвір 6 і розточити фаску 5.
В другому установі (Б) – підрізати торець 9, точити поверхню 7 і фаску 8.
4. Зміст операції в технологічній документації записується по технологічним – (ПТ) – та допоміжним (ПД) переходам (табл.1).
Таблиця 1 – Зміст операції по переходам
| №-переходу | Вид переходу | Зміст операції |
| ПД | Встановити і закріпити заготовку | |
| ПТ | Підрізати торець 4 | |
| ПТ | Точити поверхню 2 з утворенням торця 1 (при точінні поверхні 2 здійснюють 2 робочих хода) | |
| ПТ | Точити фаску 3 | |
| ПТ | Свердлити отвір 6 | |
| ПТ | Розточити фаску 5 | |
| ПД | Переустановити заготовку | |
| ПТ | Підрізати торець 9 | |
| ПТ | Точити поверхню 7 | |
| ПТ | Точити фаску 8 | |
| ПД | Контроль розмірів деталі | |
| ПД | Зняти деталь і покласти в тару |
Порядок проведення роботи:
· Вибрати інструмент та тип верстата;
· Згідно з варіантом індивідуального завдання визначити конфігурацію та розміри заготовки;
· Встановити схему базування;
· Проставити на ескізі всі оброблювальні поверхні;
· Записати в таблицю найменування та зміст операції з урахуванням переходів.
Запитання
1. Що таке технологічний процес, технологічна операція, технологічний перехід та робочий хід?
2. Деталізація складових технологічної операції і процесу обробки при використанні верстатів з ЧПК?
3. Який порядок визначення складових операції?
Дата добавления: 2015-02-07; просмотров: 2711;