Позначення розмірів та їх відхилень на кресленнях
За стандартами розрізняють три способи позначення розмірів на кресленнях. На кресленнях завжди ставлять значення номінального розміру.
Перший спосібполягає у написанні справа від номінального розміру числових значень обох граничних відхилень. Наприклад, Ø50  ; Ø50
; Ø50  ; Ø50
; Ø50  ; Ø50
; Ø50  . Цей спосіб застосовують переважно у робочих кресленнях виробів, призначених для одиничного та малосерійного виробництва. При цьому для визначення розмірів оброблюваних поверхонь використовують здебільшого універсальні вимірювальні засоби (лінійки, штангенінструменти, мікрометри тощо).
. Цей спосіб застосовують переважно у робочих кресленнях виробів, призначених для одиничного та малосерійного виробництва. При цьому для визначення розмірів оброблюваних поверхонь використовують здебільшого універсальні вимірювальні засоби (лінійки, штангенінструменти, мікрометри тощо).
Другий спосібпозначення розмірів окремих елементів виробів полягає у написанні справа від номінального розміру літерного позначення основного відхилення та квалітету точності. Наприклад, Ø50C8; Ø50H7; Ø50Js6; Ø50P6; Ø50S5; Ø50h8; Ø50g7; Ø50h16; Ø50Js15; Ø50t6 тощо. 
 Такий спосіб позначень розмірів застосовують переважно у робочих кресленнях виробів, призначених для серійного та масового виробництва. Під час виготовлення розміри заготованок і виробів контролюють за допомогою калібрів чи автоматизованих контрольно-вимірювальних пристроїв, практично визначаючи тільки, чи перебуває контрольований розмір у заданих межах. Кількісні вимірювання можуть виконувати тільки під час налагодження контрольних пристроїв на задані розміри, тому числові значення відхилень розмірів у цьому разі практично непотрібні.
Такий спосіб позначень розмірів застосовують переважно у робочих кресленнях виробів, призначених для серійного та масового виробництва. Під час виготовлення розміри заготованок і виробів контролюють за допомогою калібрів чи автоматизованих контрольно-вимірювальних пристроїв, практично визначаючи тільки, чи перебуває контрольований розмір у заданих межах. Кількісні вимірювання можуть виконувати тільки під час налагодження контрольних пристроїв на задані розміри, тому числові значення відхилень розмірів у цьому разі практично непотрібні.
Третій спосіб(змішаний) позначення розмірів деяких елементів виробів полягає у застосуванні першого та другого способів водночас. При цьому справа від номінального розміру пишуть, як у другому способі, літерне позначення основного відхилення разом з квалітетом точності, а поруч, у круглих дужках, вказують цифрові значення обох відхилень розмірів, як у першому способі. Цей спосіб найчастіше застосовують у кресленнях, призначених для налагодження контрольно-вимірювальних, сортувальних автоматів і напівавтоматів у масовому виробництві, інколи у малосерійному виробництві, де для контролю деяких процесів оброблення заготованок використовують калібри та універсальні вимірювальні засоби. Робоче креслення ротора гвинтового компресора, призначене для серійного виробництва, зображене на рис. 2.8.
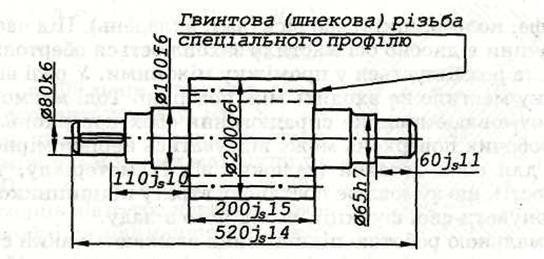
Рис. 2.8. Робоче креслення ротора
Дата добавления: 2015-02-07; просмотров: 2207;