Общие сведения. Метод вихревых токов (электроиндуктивный метод) основан на замере возбуждаемых в контролируемом металле вихревых токов под влиянием неоднородностей металла.
Метод вихревых токов (электроиндуктивный метод) основан на замере возбуждаемых в контролируемом металле вихревых токов под влиянием неоднородностей металла.
Если некоторый объем контролируемого металла пронизывается переменным магнитным полем Ф0 от внешнего контактного или проходного датчика (катушки), то это поле возбуждает в металле вихревые токи iв. Эти наведенные в металле вихревые токи создают свое поле, противоположное по знаку намагничивающему полю. Параметры этого поля зависят от траектории вихревых токов, изменяющейся при наличии различных дефектов в контролируемом металле, схематически показано на рис. 8.1.
|
|
|
|
|
|
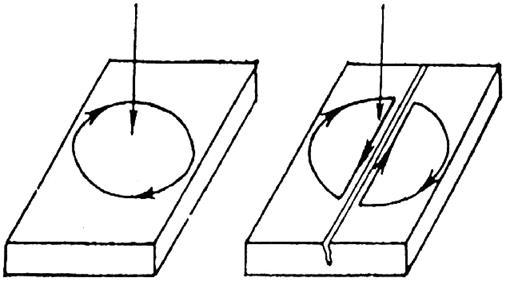
Рис. 8.1. Схема траектории вихревых токов:
а – в бездефектном образце; б – в образце с дефектом типа трещины
Взаимодействие внешнего и наведенного полей приводит к изменению полного сопротивления катушки датчика, что может быть измерено через изменения электрических параметров тока в питающей катушке датчика. В частности, может быть измерено изменение силы тока в цепях генератора, питающего катушку датчика.
Упрощенно можно представить, что контролируемое изделие является как бы сердечником для питающей катушки (датчика) и в зависимости от материала и дефектности сердечника полное сопротивление катушки
изменяется, что может быть зафиксировано электроизмерительными приборами и преобразовано в цифровые, звуковые или световые сигналы.
Метод применим для оценки несплошностей (типа трещин, расслоений, пор, раковин и т. п.) на поверхности и на небольшой глубине под поверхностью магнитных и немагнитных сплавов, а также для анализа фазовых и структурных превращений в сплавах, в частности сталях.
Особенностью электроиндуктивного метода является возможность контроля без плотного физического контакта датчика и контролируемого объекта. Их взаимодействие происходит обычно на расстояниях небольших, но достаточных для свободного движения датчика относительно объекта (от долей миллиметра до нескольких миллиметров). Эта бесконтактность и связанная с этим высокая производительность (за счет сканирования) метода, получение первичной информации в форме электрических сигналов определяют широкие возможности метода. При благоприятных условиях контроля данным методом удается выявить даже очень мелкие дефекты (трещины глубиной до 0,1…0,2 мм, протяженностью до 1…2 мм).
Дата добавления: 2015-02-07; просмотров: 1001;