Общие сведения. Ультразвуковой метод дефектоскопии основан на приеме ультразвуковых импульсов, отраженных от дефекта внутри металла
Ультразвуковой метод дефектоскопии основан на приеме ультразвуковых импульсов, отраженных от дефекта внутри металла. Принцип действия импульсного ультразвукового дефектоскопа заключается в следующем.
На поверхности детали устанавливают пьезоэлектрический вибратор (щуп) с пластинкой титаната бария (или кварца), электрически связанной с прибором (рис. 7.1). Пластинка титаната бария (кварца) возбуждается электрическими импульсами высокой частоты на короткий промежуток времени (1…3 мкс). Вследствие такого явления, как обратный пьезоэффект, пластинка титаната бария (кварца) излучает ультразвуковой импульс, который проходит в металл. Отраженный от дефекта и от дна ультразвуковой импульс частично возвращается в обратном направлении и попадает на пьезоэлектрический вибратор, который теперь служит приемником. Вследствие прямого пьезоэффекта титаната бария (кварца) пластинка преобразует ультразвуковые (т. е. механические) импульсы в электрические, которые усиливаются и регистрируются на экране индикатора.



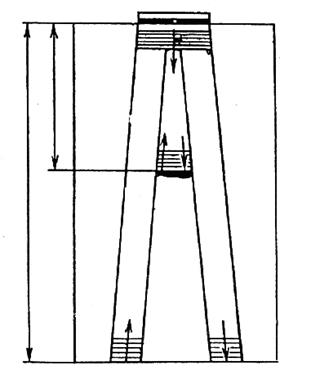
Рис. 7.1. Схема прохождения ультразвукового импульса:
1 – дефект; 2 – пьезоэлектрический вибратор
Индикатором в дефектоскопе служит электронно-лучевая трубка, на экране которой с помощью специального развертывающего устройства возникает временная диаграмма, соответствующая распространению ультразвукового импульса в металле. Горизонтальная линия на экране индикатора представляет собой ось времени. Ее начало совпадает с временем посылки импульса в металл, а конец – с временем возвращение к вибратору ультразвукового импульса, отраженного от дна детали (образца), так как ультразвук распространяется в данном металле с постоянной скоростью:
τ = S / v, (7.1)
где τ – время; S – расстояние; v – скорость звука.
Время распространения прямо пропорционально пройденному пути, т. е. длина горизонтальной оси времени на экране индикатора представляет собой масштабное изображение контролируемой длины. Очевидно, что время, необходимое для распространения ультразвукового импульса, отраженного от дефекта, будет меньше времени распространения импульса, отраженного от дна детали, поэтому дефект, находящийся внутри металла и отразивший ультразвук, будет зарегистрирован на экране индикатора в виде четко выраженного всплеска импульса (рис. 7.2). Расстояние l1 между начальным импульсом и импульсом, отраженным от дефекта, соответствует глубине залегания дефекта. Посылка ультразвукового импульса в металл производится периодически (много раз в секунду). Развертывающее устройство работает синхронно с передающим, так что каждое последующее изображение на экране индикатора точно совпадает с предыдущим.

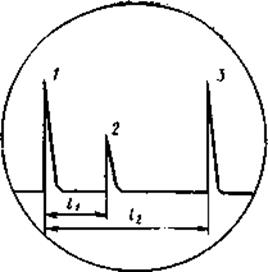
Рис. 7.2. Распределение импульсов на экране электронно-лучевой трубки
при обнаружении дефекта:
1 – начальный импульс; 2 – импульс, отраженный от дефекта;
3 – импульс, отраженный от дна образца (донный импульс)
Глубина залегания дефекта определяется из соотношений
 и
и  , (7.2)
, (7.2)
где l1 – расстояние от начального импульса до импульса, отраженного от дефекта;
l2 – расстояние от начального до донного импульса;
S1 – толщина детали в просвечиваемой зоне (глубина прозвучивания);
S2 – глубина залегания дефекта.
Дата добавления: 2015-02-07; просмотров: 1092;