Шероховатость поверхности
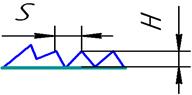 При любом способе изготовления детали невозможно получить одну строго номинальную поверхность, на ней всегда будут микронеровности (рис.2.4).
При любом способе изготовления детали невозможно получить одну строго номинальную поверхность, на ней всегда будут микронеровности (рис.2.4).
Здесь Н– высота неровностей; S– шаг неровностей. По соотношению Sк Нразличают два понятия. Если S/Н < 40 – это шероховатость; если S/Н ≥ 40 – это волнистость. При механической обработке, как
Рис.2.4правило, получается 1-е соотношение, поэтому на чертеже указывают уровень шероховатости поверхности.
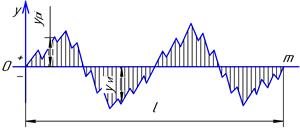 Для оценки параметров шероховатости рассмотрим профилограмму поверхности (рис.2.5).
Для оценки параметров шероховатости рассмотрим профилограмму поверхности (рис.2.5).
Здесь m– средняя линия профиля, от нее отсчитывается знак отклонений (‹+›или ‹-›); l– базовая длина профиля ; ypi – ординаты выступов; yvi– ординаты
Рис.2.5впадин.
ГОСТ 2789-73 предусматривает шесть параметров шероховатости. На чертежах чаше всего используется только два параметра. Остановимся именно на них.
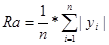
1. Среднее арифметическое отклонение профиля Ra.
 .
.
Параметр Raизмеряют на профилометре. У профилометра есть штанга с алмазной иглой, которая двигается по поверхности дискретно (с остановками) с заданным шагом в пределах базовой длины. На каждом шаге фиксируется ордината. Затем массив обрабатывается и на табло выводится параметр Ra в мкм.
2. Высота неровностей профиля по десяти точкам Rz.
 ,
,
где ypi - ординаты 5-и наибольших выступов; yvi –ординаты 5-и наибольших впадин.
Параметр Rzизмеряют на двухлучевом микроскопе.
На практике при контроле уровня шероховатости поверхности детали чаще всего используется визуальный метод сравнения с эталонными образцами для данного вида обработки.
Точной зависимости между параметрами Raи Rzнет.
По величине Rz ≈ 4 Ra.
Обозначение шероховатости на чертежах.
На чертеже знак шероховатости имеет вид.
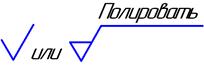 В 1-м случае вид обработки не оговаривается. Во 2-м случае - со снятием материала и указанием (при необходимости) последней операции обработки.
В 1-м случае вид обработки не оговаривается. Во 2-м случае - со снятием материала и указанием (при необходимости) последней операции обработки.
В старой редакции ГОСТ 2.309-73 параметр
Ra не записывался, проставлялись только его численные значения, например:
 В настоящее время, в связи с переходом на международные стандарты, в ГОСТ 2.309-73 внесены изменения. Параметр Raзаписывается по другому (см. пример).
В настоящее время, в связи с переходом на международные стандарты, в ГОСТ 2.309-73 внесены изменения. Параметр Raзаписывается по другому (см. пример).
Параметр Rz записывается. Старая и новая редакция записи Rz показаны на примере.

В конструкторской документации Вам еще долго придется встречаться и со старой, и с новой записями параметров Ra и Rz. В своих чертежах старайтесь указывать шероховатость в новой редакции. Рекомендуется назначать
Ra < 0,1Т, где Т– допуск на размер.
Другие обозначения шероховатости на чертеже.
Если в правом верхнем углу чертежа стоит запись, например  - это значит, что все остальные поверхности, шероховатость которых на чертеже
- это значит, что все остальные поверхности, шероховатость которых на чертеже
 не указана ,обрабатываются, как указано перед скобкой, то есть Rz 20.
не указана ,обрабатываются, как указано перед скобкой, то есть Rz 20.
- это знак остальное .Если в правом верхнем углу чертежа стоит знак  - это значит, что все поверхности обрабатываются так. При этом на чертеже не указано ни одной обработки.
- это значит, что все поверхности обрабатываются так. При этом на чертеже не указано ни одной обработки.
 Если на чертеже стоит знак
Если на чертеже стоит знак  - это значит, что поверхность не подлежит механической обработке (не надо обрабатывать). Такое обозначение встречается очень часто, например: Вы собираетесь что-то сделать из листа, при этом лист по толщине не обрабатываете, тогда ставите с двух сторон листа этот знак. Если деталь получена литьем или штамповкой и на ней обрабатывается только несколько поверхностей, а остальные не обрабатываются, тогда в правом верхнем углу чертежа будет стоять запись
- это значит, что поверхность не подлежит механической обработке (не надо обрабатывать). Такое обозначение встречается очень часто, например: Вы собираетесь что-то сделать из листа, при этом лист по толщине не обрабатываете, тогда ставите с двух сторон листа этот знак. Если деталь получена литьем или штамповкой и на ней обрабатывается только несколько поверхностей, а остальные не обрабатываются, тогда в правом верхнем углу чертежа будет стоять запись
В качестве примера практического использования всего вышеизложенного, выполним рабочий чертеж ведомого вала редуктора (рис.2.6).
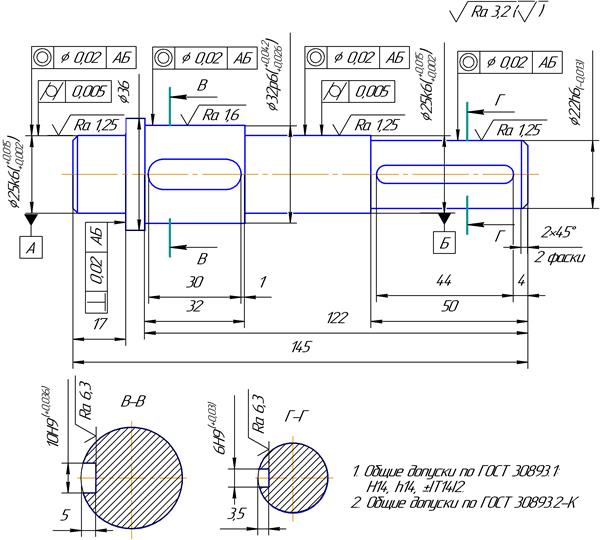
Рис.2.6.Рабочий чертеж вала
Ось посадочных поверхностей под подшипники является базой. На рис.2.6 она обозначена буквами АБ. На посадочные поверхности под подшипники заданы допуски цилиндричности, чтобы ограничить погрешности формы этих поверхностей и, тем самым, ограничить изменение формы подшипника после его установки на вал. Кроме того, заданы допуски соосности, чтобы ограничить перекос колец подшипников. Допуски соосности заданы на посадочную поверхность под зубчатое колесо и на выходной участок вала, чтобы, в первую очередь, уменьшить дисбаланс вала и установленных на нем деталей. Чтобы уменьшить перекос колец подшипника назначен допуск перпендикулярности опорного торца вала. На остальные поверхности распространяются допуски по ГОСТ 30893.2- К.
Свободные размеры ограничены согласно ГОСТ 30893.1. В частности, длины шпоночных пазов 30и 44 имеют поля допусков Н14, поскольку это отверстия. Размер 145ограничен полем допуска h14 – это вал. Размеры 17; 32; 50ограничены полями допусков ±IT14/2, поскольку это не вал и не отверстие.
Предпочтительные посадки в системе отверстия по ГОСТ 25347-82.
С зазором: Н7/е8; Н7/ f7; Н7/ g6; Н7/ h 6; Н8/ h 7; Н8/е8; Н8/ h 8; Н8/ d 9;
Н9/ d 9; Н11/ d 11; Н11/h 11.
Переходные: Н7/ js 6; Н7/ k 6; Н7/ n 6.
С натягом: Н7/ p 6; Н7/r6; Н7/s6.
В качестве вспомогательной информации в таблице 2.2 приведен ограниченный перечень предельных отклонений для предпочтительных полей допусков валов и основных отверстий по ГОСТ 25347-82.
При пользовании таблицей можете брать, например, для h7или h9значения отклонений, как для Н7и Н9, только сменив знак. Аналогично и для Н8и Н6 берем значения соответственно h8и h6, но меняем знак.
Таблица 2.2
| Номинальные размеры, мм | g6 | h 6 | js 6 | k 6 | n 6 | p 6 | f 7 | h8 | е 8 | d 9 | Н7 | Н9 |
| Св. 6 до 10 | -5 -14 | -9 | +4,5 -4,5 | +10 +1 | +19 +10 | +24 +15 | -13 -28 | -22 | -25 -47 | -40 -76 | +15 | +36 |
| Св. 10 до 18 | -6 -17 | -11 | +5,5 -5,5 | +12 +1 | +23 +12 | +29 +18 | -16 -34 | -27 | -32 -59 | -50 -93 | +18 | +43 |
| Св. 18 до 30 | -7 -20 | -13 | +6,5 -6,5 | +15 +2 | +28 +15 | +35 +22 | -20 -41 | -33 | -40 -73 | -65 -117 | +21 | +52 |
| Св. 30 до 50 | -9 -25 | -16 | +8 -8 | +18 +2 | +33 +17 | +42 +26 | -25 -50 | -39 | -50 -89 | -80 -142 | +25 | +62 |
| Св. 50 до 65 | -10 -29 | -19 | +9,5 -9,5 | +21 +2 | +39 +20 | +51 +32 | -30 -60 | -46 | -60 -106 | -100 -174 | +30 | +74 |
| Св. 65 до 80 | ||||||||||||
| Св. 80 до 100 | -12 -34 | -22 | +11 -11 | +25 +3 | +45 +23 | +59 +37 | -36 -71 | -54 | -72 -126 | -120 -207 | +35 | +87 |
| Св.100 до 120 | ||||||||||||
| Св.120 до 140 | -14 -39 | -25 | +12,5 -12,5 | +28 +3 | +52 +27 | +68 +43 | -43 -83 | -63 | -85 -148 | -145 -245 | +40 | +100 |
| Св.140 до 160 | ||||||||||||
| Св.160 до 180 | ||||||||||||
| Св.180 до 200 | -15 -44 | -29 | +14,5 -14,5 | +33 +4 | +60 +31 | +79 +50 | -50 -96 | -72 | -100 -172 | -170 -285 | +46 | +115 |
| Св.200 до 225 | ||||||||||||
| Св.225 до 250 |
Литература
1. Димов Ю.В. Метрология, стандартизация и сертификация: Учебник для технических специальностей вузов.- Иркутск: Изд-во ИрГТУ, 2002. – 448 с.
2. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов.- М.: Машиностроение, 1986.- 352 с.
3. Общетехнический справочник/ Е.А. Скороходов, В.П. Законников, А.Б. Пакнис и др.; Под общ. ред Е.А. Скороходова. – 4-е изд., испр. – М.: Машиностроение, 1990.- 496 с.
4. Подшипники качения: Справчник-каталог /Под ред. В.Н. Нарышкина и Р.В. Коросташевского. – М.: Машиностроение, 1984. – 280 с.
5. ГОСТ 25346-89. Основные нормы взаимозаменяемости. ЕСДП. Общие
положения, ряды допусков и основных отклонений.
6. ГОСТ 25347-82. Основные нормы взаимозаменяемости. ЕСДП.
Поля допусков и рекомендуемые посадки.
Дата добавления: 2015-02-05; просмотров: 4940;