Программные средства автоматизации в металлообработке
Состав программных средств системы ЧПУ.
Структура управляющих программ для станков с ЧПУ приведена на рис. 7.1.
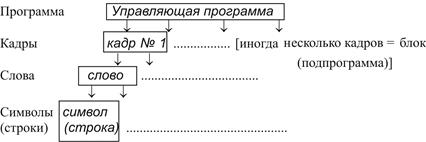
Рис. 7.1. Структура управляющей программы для станков с ЧПУ
Пример кадра управляющей программы:
N001 G60 X0.60 Y- 4.22 F112 S24 T01 M03 ПС
Все символы приводятся в коде ISO-7bit (см. главу 4). Буквенные символы имеют значение адреса, закрепленное постоянно. За буквой следует числовая количественная информация.
Символ раньше записывался в одной строке 8-дорожечной перфоленты, используемой как программоноситель управляющей программы. 8-й бит информации используется для ее контроля (для обеспечения помехозащищенности) – в каждой строке (байте информации) должно находиться и считываться только четное число отверстий. Перфолента – основной программоноситель в СЧПУ, выпущенных до 1985 года, и основной источник сбоев в станках с ЧПУ.
Управляющие программы для станков с ЧПУ.
Формат – принятый (рекомендуемый) для данного УЧПУ порядок расположения слов в кадре и структура каждого отдельного слова по ГОСТ 20999–83. Различные УЧПУ имеют и разные форматы УП, примеры которых приведены в табл. 7.1.
Форматы УП УЧПУ
| № п/п | УЧПУ | Формат УП |
| Размер-2М | N3 G2 (40) G2 (60) G2 (80) X±33. Y±33. Z±42. B06. R42. F2. S2. T2. M2. ПС | |
| 2С85 | N04 G02 X+043 Y+043 Z+043 U+043 V+043 W+043 I+043 J+043 K+043 A+043 B+043 C+043 D02 F04 S05 T03 H04 M02 L4 R02 ПС | |
| CNC-600 | N04 X+053 Y+053 Z+053 U+053 V+053 W+053 A+053 B+053 C+053 D03 E02 F042 H03 I+053 J+053 K+053 L02 M02 Q02 S04 T04 P02 R053 G02 LF | |
| SINUMERIC | N04 G2 X+053 Z+053 J053 K053 F05 S04 T04 L4 R08 M02 |
Существуют следующие способы подготовки УП:
1) ручная;
2) в технологическом бюро;
3) на станке с системой ЧПУ типа CNC в диалоговом режиме, используя систему автоматизированной подготовки программы.
Ручная подготовка программ в коде ISO-7bit требует кропотливого отбора технологических решений, трудоемких геометрических расчетов, тщательного документирования отдельных этапов и может проводиться квалифицированными инженерами-технологами. Такой способ существовал только в начале развития станков с ЧПУ.
В 90-х годах основным способом подготовки управляющих программ являлась их подготовка в технологических бюро, на инструментальной ЭВМ, с использованием систем автоматизированного программирования (САП УП для станков с ЧПУ).
В настоящее время в связи с увеличением памяти МПС системы автоматизированного программирования (САП) широко встраиваются в СЧПУ. Подготовка УП ведется в диалоговом режиме на станках с СЧПУ.
Системы автоматизированного программирования для станков с ЧПУ - системы САР/CAE/САМ.
CAD Computer Aided Design или Computer Aided Drafting (проектирование и конструирование с помощью ЭВМ или черчение с помощью ЭВМ). Понятия «конструирование» и «черчение с помощью ЭВМ» – всего лишь малая часть функций, выполняемых САПР. Многие из систем выполняют существенно больше функций, чем просто черчение и конструирование
САЕ – Computer Aided Engineering (инженерные расчеты с помощью ЭВМ, исключая автоматизирование чертежных работ). Иногда этот термин использовался как понятие более высокого уровня – для обозначения всех видов деятельности, которую инженер может выполнять с помощью компьютера.
CAM – Computer Aided Manufacturing. Программирование устройств ЧПУ станков с помощью CAD-систем – отождествляют с понятием CAM (так называемые CAD/CAM-системы). В иных случаях под САМ понимают применение ЭВМ в управлении производством и движением материалов.
CAD/CAM-системы находят применение, начиная с решения сравнительно простых задач проектирования и изготовления конструкторско-технологической документации и кончая задачами объемного геометрического моделирования, ведением проекта, управлением распределенным процессом проектирования и т.п. Современные изделия можно создать только с использованием CAD/CAM-систем на всех стадиях проектирования, изготовления и эксплуатации.
CAD/CAM-системы находят применение в широком диапазоне инженерной деятельности, начиная с решения сравнительно простых задач проектирования и изготовления конструкторско-технологической документации и кончая задачами объемного геометрического моделирования, ведением проекта, управлением распределенным процессом проектирования и т.п. Современные изделия можно создать только с использованием CAD/CAM-систем на всех стадиях проектирования, изготовления и эксплуатации.
Особенности многозадачных ОС РВ.
Управление станками ЧПУ, предъявляющими высокие требования к времени выполнения задач осуществляется операционными системами реального времени. Они обеспечивают гарантированное время реакции на внешние события и минимальные задержки.
Операционная система реального времени, ОСРВ (англ. Real-Time Operating System) — тип операционной системы.
Классическим примером задачи, где требуется ОС РВ, является управление роботом, берущим деталь с ленты конвейера. Деталь движется и робот имеет лишь маленький промежуток времени, когда он может её взять. Если он опоздает, то деталь уже не будет на нужном участке конвейера, и следовательно, работа не будет сделана, несмотря на то, что робот находится в правильном месте. Если он спозиционируется раньше, то деталь ещё не успеет подъехать, и он заблокирует ей путь.
Операционные системы реального времени (ОСРВ) имеют особенности:
· требование быстродействия решения задач, т.к. происходит управление реальными процессами;
· наличие многих задач, в которых изменяются только условия (операнды), но нет необходимости менять всю задачу;
· обеспечение организации очередей (приоритетов) решения задач и заявок к МПС;
· защита таблиц параметров, корректоров от искажения и несанкционированного доступа;
· инициализация (запуск) задач входными данными от датчика или оператора вызывает работу той или иной задачи с прерыванием предыдущей задачи (в зависимости от приоритета);
· динамическое изменение приоритетов: нормальный режим - работа по приоритетам, аварийный режим, когда МПС не успевает решать задачи низшего приоритета и они накапливаются - МПС должна прорешать задачи низшего приоритета, не решив задачи высшего приоритета;
· работа с нестандартными периферийными внешними устройствами и необходимостью создания дополнительных драйверов:
· требование высокой надёжности (дублирование, диагностика);
· наличие архивирования, статистики о работе МПС.
Дата добавления: 2015-02-05; просмотров: 1448;