Измерение на приборе. 1. Измеряемое изделие кладется на столик таким образом, чтобы следы обработки расположились перпендикулярно направлению щели
1. Измеряемое изделие кладется на столик таким образом, чтобы следы обработки расположились перпендикулярно направлению щели. Кронштейн 3, несущий микроскоп, устанавливается с помощью гайки 12 по высоте на расстоянии10-15 мм от поверхности детали до оправ объективов и закрепляется винтом 13.
2. Фокусировка достигается путем вращения барашков грубой подачи 14 и тонкой наводки 15 до получения на измеряемой поверхности резко освещенного участка.
3. С помощью винта 29 перемещают резко освещенный участок к середине поля зрения, затем с помощью гайки 30 фокусируют изображение щели на измеряемой поверхности, наблюдая через окуляр визуального микроскопа.
4. Поворачивают столик прибора или измеряемое изделие, добиваются, чтобы направление щели совпало с направлением перемещения стола с помощью микрометрического винта 17.
5.  Вращая окулярный микроскоп, располагают одну из линий перекрестия параллельно направлению щели (см. рис. 4.6).
Вращая окулярный микроскоп, располагают одну из линий перекрестия параллельно направлению щели (см. рис. 4.6).
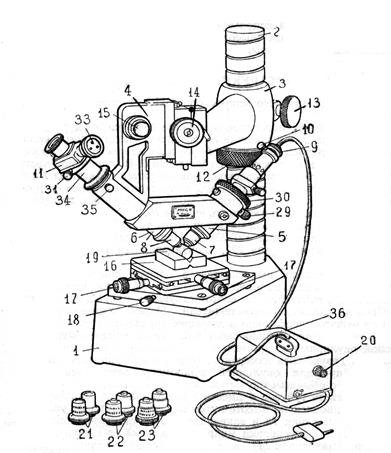
Рис. 4.7
Двойной микроскоп Линника
МИС-11
6. Сопоставляя величину линейного поля зрения визуального микроскопа с базовой длиной по ГОСТ 2789-73 (см. табл. 4.1) устанавливают: нужно ли при измерении прибегать к перемещению столика с помощью микрометрических головок 17 или же можно производить измерения при неподвижном столике.
В 1-м случае, перемещая столик с помощью микрометрической головки на расстоянии, равном базовой длине, намечают 5 самых высоких выступов и 5 самых глубоких впадин, подлежащих в дальнейшем измерению.
Во 2-м случае 5 выступов и впадин выбираются в пределах поля зрения микроскопа.
7. Вращая маховичок окулярного микрометра до получения нулевого показания на шкале сотых долей миллиметра, смещают горизонтальную (параллельную направлению щели) линию перекрестия в положение, соответствующее схеме измерения величины himax и himin согласно ГОСТ 2789-73 (рис. 4.5 и 4.6).
8. Перемещая ось с помощью маховика окулярного микрометра 11, последовательно определяют h1max; h1min; h2max; h2min;…h10max; h10min (рис.4.2). Результаты измерения записываются в журнал в соответствующие графы таблицы.
9. Определяем высоту неровностей профиля по десяти точкам
 .
.
Поскольку цена деления микроскопа – величина переменная, зависимая от фокусного расстояния F1, указанного на объективе визуального микроскопа, то результаты измерений himax и himin и вычисления значения Rz получились безразмерными, показывающими число делений.
Чтобы получить Rz в микрометрах, необходимо помножить найденное значение Rz на цену деления, указанную в табл.4.3, в зависимости от фокусного расстояния F1.
Таблица 4.2.
| Шероховатость, мкм | Базовая длина, мм | Увеличение объектива | Линейное поле зрения, мм | Увеличение объектива | Линейное поле зрения, мм | Увеличение объектива | Линейное поле зрения, мм |
| 40 .. 80 | 89х | 1,78 | |||||
| 20 .. 40 | 2,5 | 1,78 | |||||
| 2,5 | 1,78 | 159х | 0,99 | ||||
| 0,8 | 518х | 1,78 | 0,99 | 0,58 | |||
| 0,8 | 0,30 | 0,99 | 269х | 0,58 | |||
| 0,8 | 0,30 | 0,58 | |||||
| 0,25 | 0,30 |
Параметры сменных объективов Таблица 4.3.
| Фокусное расстояние F1, мм | 25,02 | 13,89 | 8,16 | 4,25 |
| Общее увеличение | 89х | 159х | 269х | 518х |
| Цена деления, мкм | 0,855 | 0,470 | 0,280 | 0,145 |
Рекомендуемые значения параметра шероховатости поверхности Таблица 4.4
| - | 0,100 | ||||
| - | 0,8 | 0,080 | |||
| - | 6,3 | 0,63 | 0,063 | ||
| - | 0,50 | 0,050 | |||
| - | 4,0 | 0,40 | 0,040 | ||
| - | 3,2 | 0,32 | 0,032 | ||
| - | 2,5 | 0,25 | 0,025 | ||
| - | 2,0 | 0,20 | - | ||
| 1,60 | 0,160 | - | |||
| 12,5 | 1,25 | 0,125 | - |
Примечание. Предпочтительные значения параметров шероховатости выделены жирным шрифтом и необходимы для нормирования шероховатости при проектировании.
Пример. Пусть найденная величина Rz = 56.6 (в числе делений); фокусное расстояние объектива визуального микроскопа F = 13.89. Цена деления данного микроскопа по таблице будет равна 0,47 мкм.
Следовательно: Rz = 0.47*56.6 = 26.6 мкм.
По табл.4.4 выбираем стандартную величину Rz = 25 мкм.
Результаты заносятся в отчет.
Задание 3.
а) изучить устройство профиломера тип АII. Модель 283, последовательность его настройки и методику измерения шероховатости;
б) произвести необходимые измерения и дать оценку шероховатости поверхности детали.
Дата добавления: 2015-01-10; просмотров: 1228;