Погрешности взаимного расположения поверхностей
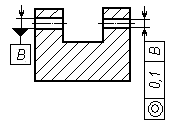
1)Отклонение от параллельности – разность наибольшего и наименьшего расстояний между двумя плоскостями.
∆ =аmax - аmin.
Контроль с помощью индикаторов.
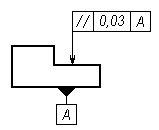 При обозначении взаимного расположения на чертежах одна из поверхностей принимается за измерительную базу и обозначается большими буквами русского алфавита.
При обозначении взаимного расположения на чертежах одна из поверхностей принимается за измерительную базу и обозначается большими буквами русского алфавита.
На чертеже: допуск параллельности расматриваемой поверхности относительно базовой поверхности А (основания) составляет 0,03 мм. 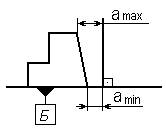
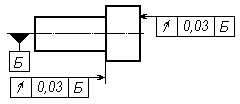
2)Отклонение от перпендикулярности - разность наибольшего и наименьшего расстояний от действительной поверхности до плоскости, перпендикулярной базовой.
∆ =аmax - аmin.
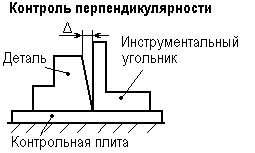
Контроль с помощью инструментального угольника.
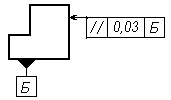
На чертеже: допуск перпендикулярности расматриваемой поверхности относительно базовой поверхности Б (основания) составляет 0,03 мм.
3)Радиальное биение - разность наибольшего и наименьшего расстояний от точек рассматриваемой действительной поверхности до оси базовой поверхности.
Контроль с помощью биениемера с индикатором.
На чертеже: допуск радиального биения относительно оси детали составляет 0,03 мм.
4)Торцовое биение - разность наибольшего и наименьшего расстояний от рассматриваемой торцовой поверхности до плоскости, перпендикулярной базовой оси оси. Торцовое биение является следствием неперпендикулярности торца относительно оси детали.
∆ =аmax - аmin.
Контроль с помощью индикатора.
На чертеже: допуск торцового биения относительно оси детали составляет 0,03 мм.
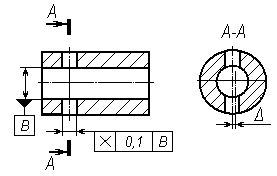
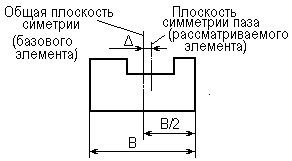 5)Отклонение от симметричности –расстояние между плоскостями симметрии рассматриваемого элемента (отверстия, паза и т.п.) и базового элемента.
5)Отклонение от симметричности –расстояние между плоскостями симметрии рассматриваемого элемента (отверстия, паза и т.п.) и базового элемента.
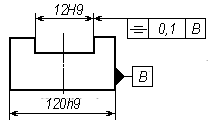
На чертеже:допуск симметричности сторон паза относительно оси детали составляет 0,1 мм.
Контроль с помощью калибров.
6)Отклонение от соосности -максимальное расстояние от оси рассматриваемого отверстиядо оси базового отверстия
На чертеже: допуск соосности рассматриваемого отверстия относительно базового отверстия составляет 0,1 мм.
Контроль с помощью специальных приспособлений с индикаторами.
7)Отклонение от пересечения осей –расстояние между осями отверстий, которые номинально пересекаются.
На чертеже:допуск пересечения оси рассматриваемого отверстия относительно оси базового отверстия составляет 0,1 мм.
Контроль с помощью координатно-измерительной машины.
8)Позиционный допуск –ограничивает отклонение положения оси отверстия от его номинального положения (как правило задается при наличии нескольких одинаковых оверстий, центры которых должны находится на одной окружности или несколько одинаковых пазов).
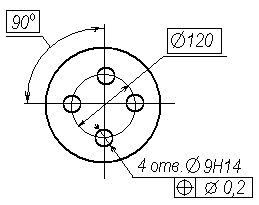 Если задается позиционный допуск, то не указываются предельные отклонения угла и диаметра, а эти номинальные значения размеров обводятся рамкой.
Если задается позиционный допуск, то не указываются предельные отклонения угла и диаметра, а эти номинальные значения размеров обводятся рамкой.
На чертеже: позиционный допуск осей отверстий Ø0,2 мм.
Позиционный допуск к оси может указываться значком диаметра (Ø) или буквой R . Например, R0,1. Если же позиционный допуск проставляется к плоскости симметрии (пазов), то вместо знаков Ø и R записывается Т0,2 или Т/2 0,1.
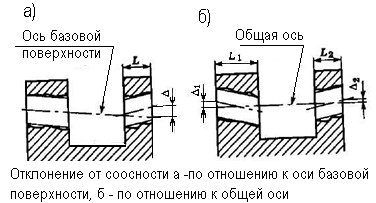
9)Зависимый допуск –переменный допуск расположения и формы. Назначается, если требуется обеспечить только собираемость изделий (деталей). На чертежах указывается минимальная величина допуска, а максимальная его величина зависит от размера самого элемента.
Например, минимальные значения диаметров ступеней отверстия (см. рисунок) при заданных отклонениях будут равны 25мм и 15 мм. Для этих размеров на чертеже указан минимальный допуск соосности равный 0,1 мм.
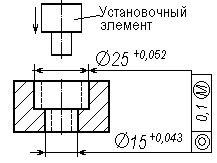
На чертеже: допуск соосности отверстий 0,2 мм, зависимый.
Некоторые варианты обозначения зависимого допуска (допуск перпендикулярности, соосности, позиционный допуск):

Контроль: с помощью калибров, которые являются пртотипами сопрягаемых деталей (установочных элементов).
Если допуск формы ирасположения равен допуску на размер, то он на чертеже не указывается.
26 Шероховатость поверхности, её параметры
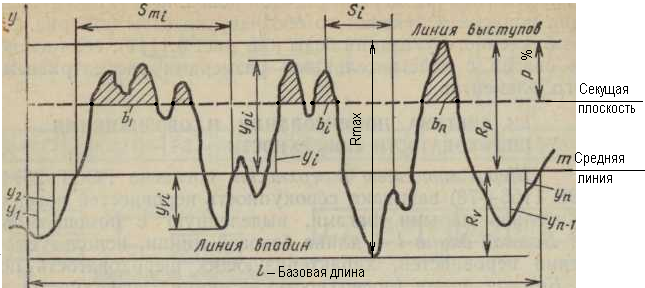
Шероховатость –совокупность неровностей с относительно малыми шагами, образующими рельеф детали и расположенные в пределах базовой длины.
Шероховатость является одним из качеств поверхности, которое оказывает влияние на работу соединения (твердость, износостойкость, контактная жесткасть и другие).
Факторы, влияющие на образование шероховатости:
1) геометрия процесса резания при обработке;
2) упругие деформации в процессе обработки;
3) вибрации в прцессе обработки и другие причины.
Параметры шероховатости нормируются на базовой длине ℓ. Величина ℓ стандартизована: 25, 12,5, 8, 2,5, 1,25, 0,8мм.
Параметры шероховатости измеряются от средней линииm. Она служит базой для отсчета параметров шероховатости и проводится так, чтобы площади ниже и выше линии были равны.
 Параметры шероховатости по ГОСТ 2783-73
Параметры шероховатости по ГОСТ 2783-73
Ra – среднее арифметическое отклонение профиля.
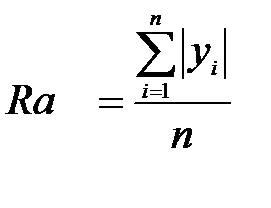
где уі - отклонение от средней линии;
n - количество точек;
Ra – наиболее полно характеризует состояние поверхности, т.к. учитывает большое количество точек.
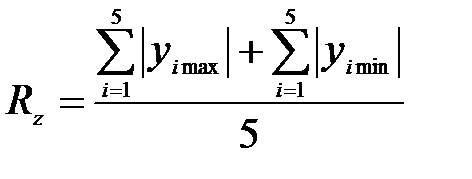
3. Rz– высота неровностей по 10 точкам
3.Rmax – расстояние между линией выступов и линией впадин (через самую высокую и самую низкую точки).
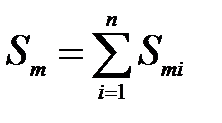
4. Sm– средний шаг неровностей профиля – среднее арифметическое значение шага неровностей, измеренного по средней линии в пределах базовой длины.
6. S – средний шаг местных выступов профиля – среднее значение шага местных выступов профиля в пределах базовой длины.
7. tp – относительная опорная длина профиля – отношение опорной длины к базовой длине.
 .
.
Дата добавления: 2015-01-09; просмотров: 7266;