Закалка сталей
Закалка является основным видом упрочняющей термической обработки сталей и чугунов. При закалке детали нагревают выше критических температур, а затем охлаждают со скоростью, превышающей критическую. Под критической скоростью закалки понимают минимальную скорость охлаждения, обеспечивающую бездиффузионное превращение аустенита в мартенсит. Это позволяет получить неравновесную структуру с высокой твердостью, износостойкостью и прочностью. После закалки стали обычно следует отпуск, позволяющий снять термические напряжения и оптимизировать ее свойства.
Температуру закалки (рис. 3.8, а) выбирают в зависимости от температуры критических точек с учетом химического состава сталей. Для углеродистых сталей температура закалки определяется по левой нижней части диаграммы Fe-Fe3C. В зависимости от температуры нагрева закалка бывает полной и неполной. При полной закалке изделия нагревают на 30...50 °С выше линии Ас , а при неполной - на 30...50 °С выше линии Ас^. Перегрев выше указанных температур приводит к ухудшению структуры углеродистых сталей из-за роста аустенитного зерна. Для легированных сталей, содержащих специальные карбиды, нагрев ведут на 150...250 °С выше критических точек для полного растворения карбидов перед закалкой.
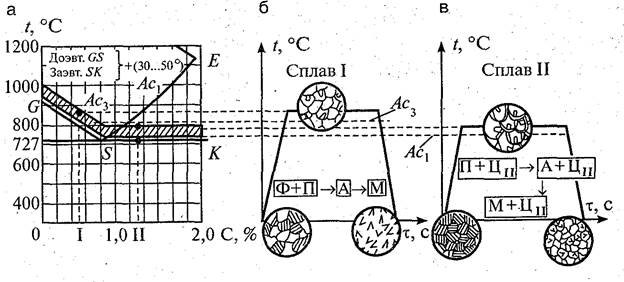 Рис. 3.8. Температурные области нагрева (а), схемы закалки и структуры доэвтектоидной (б) и заэвтектоидиой (в) сталей
Рис. 3.8. Температурные области нагрева (а), схемы закалки и структуры доэвтектоидной (б) и заэвтектоидиой (в) сталей
Доэвтектоидные стали, как правило, подвергают полной закалке {Ас + 30...50 °С), так как при этих температурах обеспечивается полное превращение ферритно-перлитнои структуры в структуру мелкозернистого аустенита, а соответственно, после охлаждения - мелкокристаллического мартенсита (рис. 3.8, б). Неполная закалка с межкритических температур приводит к сохранению в структуре закаленной стали кристаллов доэвтектоидного феррита. Из-за низкой твердости феррита твердость стали после закалки будет неоднородна и существенно понижена, поэтому неполная закалка доэвтек-тоидных сталей применяется редко.
При нагреве заэвтектоидных сталей на 30...50 °С выше температуры точки Д, перлит полностью превращается в аустенит, а часть вторичного цементита остается нерастворенной, следовательно, структура нагретой стали состоит из аустенита и цементита. Ее закалка приведет к превращению аустенита в мартенсит, зерна которого окаймлены частицами нерастворенного цементита (рис. 3.8, в). Такая сталь обладает повышенной твердостью и износостойкостью. Закалка заэвтектоидных сталей от температур выше Лет снижает твердость стали из-за увеличения количества остаточного аустенита и, самое главное, может вызвать перегрев. Поэтому для заэвтектоидных сталей обычно применяется неполная закалка.
Нагрев под закалку осуществляется в печной атмосфере, расплавленных солях или металлах (обычно свинец). На рис. 3.9 приведены схемы печей, применяемых для термической обработки деталей. Это камерные, толкательные, шахтные и конвейерные печи.
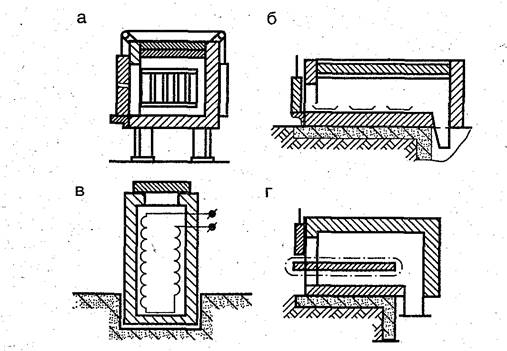
Puc. 3.9. Печи для термической обработки деталей: а - камерная; б - толкательная; в - шахтная; г - конвейерная
По источнику теплоты печи подразделяются на электрические и топливные (газовые и редко мазутные).
Скорость и время нагрева деталей зависят от температуры в печи, степени легирования стали, конфигурации деталей, мощности и типа печи, объема садки и способа укладки деталей.
Время выдержки исчисляется с момента достижения деталями заданной температуры и так же, как и время нагрева, зависит от многих факторов, влияющих на структурные превращения, происходящие в стали. Ориентировочные значения длительности нагрева на 1 мм толщины изделия составляют в электропечах 1...2 мин, в пламенных печах - 1, в соляных ваннах - 0,2...0,5, в свинцовой ванне - 0,2...0,15 мин. Время выдержки обычно составляет 15.,.25 % от времени нагрева.
Для предотвращения обезуглероживания и окисления металла рабочее пространство печи заполняют защитной атмосферой, состав которой постоянно контролируется. Обычно используют атмосферы из смеси метана, азота, водорода и оксидов углерода.
Наиболее ответственной операцией при закалке является охлаждение, которое должно осуществляться со скоростью, равной или выше критической (V^), чтобы получить структуру мартенсита. Для углеродистых сталей FKp составляет 1400...400 °С/с. Такие скорости охлаждения достигаются погружением закаленных деталей вхолодную воду или в воду с добавками солей. Быстрое охлаждение необходимо только в интервале наименьшей устойчивости аустенита, а при дальнейшем понижении температур, особенно в мартенситном интервале, быстрое охлаждение не только не нужно, но и нежелательно, так как ведет к увеличению остаточных напряжений и образованию трещин.
Нежелательно и слишком медленное охлаждение в мартенситном интервале, так как может произойти частичный отпуск мартенсита и возрасти количество остаточного аустенита из-за его стабилизации, что снижает твердость стали. Наилучшей закалочной средой является та, которая быстро охлаждает в интервале температур 550...650 °С (область температур наименьшей устойчивости аустенита) и медленно - ниже 200...300 °С (область температур мартенситного превращения).
При закалке различают три периода охлаждения:
1) пленочное охлаждение - на поверхности детали образуется паровая рубашка, отделяющая поверхность от всей массы жидкости и обусловливающая сравнительно небольшие скорости охлаждения;
2) пузырьковое кипение - наступает при низких температурах охлаждаемой поверхности, когда паровая пленка разрушается; в результате этого происходит быстрый отвод теплоты, так как на образование пузырьков пара расходуется большое ее количество;
3) конвективный теплообмен - наблюдается при понижении температуры поверхности ниже температуры кипения жидкости; отвод теплоты в этот период происходит с наименьшей скоростью.
В табл. 3.2 приведены наиболее широко применяемые охлаждающие среды и обеспечиваемые ими скорости охлаждения.
При закалке в воде из-за высоких скоростей охлаждения в области температур мартенситного превращения возникают большие структурные напряжения, что создает опасность возникновения трещин. При использовании горячей воды снижается скорость охлаждения в интервале температур 550...650 °С, а скорость охлаждения в области мартенситного превращения остается высокой и вероятность образования трещин не уменьшается. Наиболее высокой и равномерной охлаждающей способностью обладают 8...12%-ные водные растворы NaCl и NaOH. В интервале температур мартенситного превращения эти растворы охлаждают медленнее, чем вода.
Масло охлаждает значительно медленнее, чем вода, и обеспечивает небольшую скорость охлаждения в области температур мартенситного превращения. Это объясняется тем, что температура кипения масла (250...300 °С) повышает температуру перехода от стадии пузырчатого кипения к конвективному теплообмену и, как следствие, обеспечивает уменьшение скорости охлаждения в области температур мартенситного превращения.
Охлаждающие среды
Таблица 3.2
| Охлаждающая среда | Температура охлаждающей | Скорость охлаждения в интервале температур, °С/с | |
| среды, °С | 650...550 °С | 300...320 °С | |
| Вода | |||
| .75 | |||
| 10%-ный водный раствор: | |||
| NaCl | 1200. | ||
| NaOH | |||
| 5%-ный раствор марганцовокислого калия | |||
| Масло минеральное | 40...60 |
Закалку углеродистых и некоторых низколегированных сталей проводят в воде и водных растворах NaCl и NaOH. Для легированных сталей применяют минеральное масло.
В практике термической обработки сталей наряду с непрерывной закалкой широкое применение находят закалка в двух средах и ступенчатая закалка. Закалка в двух средах состоит в прерывистом охлаждении изделия - сначала в воде до температуры 300 °С, а затем в масле или на воздухе до 20 °С. Такой режим закалки обеспечивает быстрое прохождение температурного интервала минимальной устойчивости аустенита при охлаждении в воде, а перенос изделия на воздух или в масло уменьшает внутренние напряжения, которые возникли бы при быстром охлаждении.
Ступенчатая закалка включает охлаждение нагретого изделия сначала в расплавленных солях, имеющих температуру на 180...250 °С выше МИ (см. рис. 3.6, б), непродолжительную выдержку для выравнивания температуры по всему сечению изделия, а затем охлаждение на воздухе. Образование мартенсита происходит в этом случае при охлаждении на воздухе. При таком методе закалки получение мартенсита возможно в легированных сталях с высокой устойчивостью переохлажденного аустенита в интервале температур перлитного превращения и в изделиях небольшого сечения (10... 12 мм) из низко- и среднеуглеродистых сталей. После такой закалки уровень внутренних напряжений и склонность к образованию трещин меньше.
Закалка с обработкой холодом предусматривает продолжение охлаждения закаленной стали до температур ниже нуля. В структуре закаленных сталей, у которых точка Мк лежит в области минусовых температур, всегда присутствует значительное количество остаточного аустенита (см. рис. 3.6, б). Обработку холодом проводят для уменьшения его количества. Это особенно важно для сталей, которые используются для изготовления мерительного инструмента, пружин и деталей подшипников качения. Аустенит в результате самопроизвольного превращения в мартенсит понижает твердость, износостойкость, нередко приводит к изменению размеров деталей, работающих при низких температурах.
Обработку холодом выполняют сразу после закалки, а затем проводят низкий отпуск. Выдержка в течение 3...6 ч стабилизирует аустенит и уменьшает эффект обработки холодом.
Дата добавления: 2015-01-19; просмотров: 1534;