Силы резания. Технологические составляющие силы резания
Силы резания используются для расчета режущего инструмента и узлов металлорежущего станка на прочность и жесткость, а также для расчета точности и виброустойчивости обработки и мощность, затрачиваемой на резание.
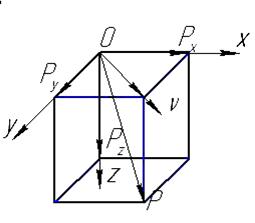
Технологическими составляющими силы резания называют ее проекции на технологические оси x, y, z:
· ось x направлена вдоль подачи S;
· ось y перпендикулярна к обработанной поверхности;
· ось z совпадает с вектором V скорости главного движения (рис. 4.8).

А б
Рис. 4.8. а – технологические оси; б – схема составляющих силы резания
На рисунке 4.8 показаны составляющие силы резания, действующие на резец. Равные им, но противоположно направленные составляющие действуют на заготовку.
В плоскости, проходящей через оси ν и z расположена суммарная равнодействующая сила резания P. Точка O – точка приложения этой силы.
Проекцию силы P на оси x, y, z, υ обозначают соответственно Px, Py, Pz, Pυ. Сила – есть вектор (  ). Вектор определяется модулем (P) и направлением.
). Вектор определяется модулем (P) и направлением.
Из рисунка 4.8 следует:

 (4.14)
(4.14)
 (4.15)
(4.15)
Силу Px называют силой подачи. Она используется при проектировании механизма подачи станка.
Силу Py называют радиальной силой. Она деформирует заготовку; оказывает большое влияние на точность и виброустойчивость обработки.
Силу Pz, вертикальную составляющую силы резания, часто называют главнойсоставляющей силы резания. Эта сила вместе со скоростью резания определяет мощность резания (эффективную мощность), а вместе с диаметром заготовки – крутящий момент на валу шпинделя станка.
 (4.16)
(4.16)
где Pz измеряется в H, V – в м/мин, Nэ – в кВт, D – в мм, Мкр – в Н·м.
При прямых срезах (t > S) имеют место следующие средние соотношения между составляющими силы резания:
 (4.17)
(4.17)
Подставляя (3.17) в (3.15), получим
P = 1,08 Pz, или P  Pz . (4.18)
Pz . (4.18)
Таким образом, сила Pz по модулю практически равна равнодействующей силе P. Поэтому силу Pz называют главной составляющей силы резания.
Дата добавления: 2015-03-26; просмотров: 1504;