Конвейерные сушилки
Сушилка СПК-4Г-45(рис. 24). Состоит из следующих основных частей: пяти ленточных конвейеров 4, двух приводных колонок 12, паровых калориферов 2, вентиляционной системы 9 и пульта управлении сушилкой.
Каркас 1 сушилки сборный металлический, снаружи облицован металлическими щитами, имеет двери. Для наблюдения за процессом сушки продукта, отбора проб, очистки сеток и ремонта с боковых сторон сушилки установлены съёмные щиты с окнами 7, а с торцовых сторон – двери.
|
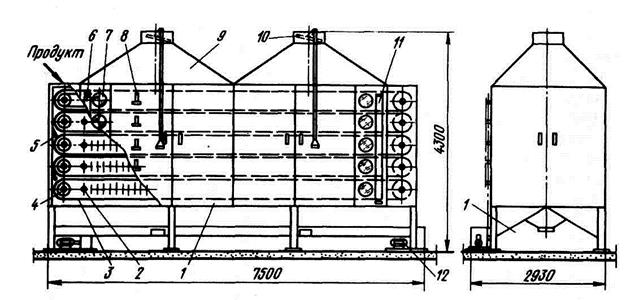
Рис 24. Сушилка СПК-4Г-45:
1 -каркас; 2 - калорифер; 3 -сетчатая лента, 4 -ленточный конвейер, 5 -шиберы;
6, 11-коллектор; 7 -окно; 8 -угловой термометр; 9 -вентиляционна система; 10 -шиберы;
12 -приводная колонка
Внутри сушилки один под другим расположены пять пар барабанов, диаметр каждого 340 мм, на которые натянута металлическая сетчатая лента 3 шириной 2000 мм из нержавеющей стали, при этом общая сушильная поверхность лент 45 м2. Каждая пара барабанов относительно другой смещена по длине, что позволяет продукту пересыпаться с ленты на ленту.
Для очистки поверхности барабанов от налипающего продукта на всех пяти натяжных барабанах установлены скребки. В местах ссыпки продукта с верхней ленты на нижнюю установлены поворотные направляющие шибера 5.
Сушилка обогревается паровыми ребристыми калориферами, расположенными между ведущей и ведомой ветвями сетчатых лент всех пяти конвейеров. Калорифер 2 каждого конвейера состоит из двух последовательно соединенных батарей. Каждая батарея представляет собой две продольные трубы диаметром 44,5/39,5 мм с отверстиями, в которые вставлено 16 поперечных труб диаметром 38/33 мм.
На поперечных трубах навиты металлические полоски шириной 30 мм и толщиной 1 мм так, что образуются ребра в количестве 100 на 1 м длины трубы. Поверхность нагрева каждого калорифера 140 м2, общая поверхность калориферов сушилки 700 м2. Источником тепла для калориферов служит пар, который поступает от паросиловой установки под давлением 0,3-0,8 МПа по трубопроводу через регулирующий клапан, впускной коллектор 6, а от него через впускные вентили к каждому ярусу калориферов.
Контроль за давлением пара, поступающего в сушилку, осуществляется манометрами ОБМ-160, установленными на впускном и выпускном 11 коллекторах.
Сушилка оборудована вентиляционной системой, которая представляет собой две вытяжные камеры, изготовленные из листовой стали толщиной 1,5 мм и установленные над верхней лентой сушилки.
В каждой камере находится по одному осевому вентилятору. Внутри вытяжных камер перед осевыми вентиляторами установлены поворотные шиберы 10, с помощью которых можно изменять количество проходящего отработавшего воздуха.
Движение ленточных конвейеров сушилки осуществляется от двух приводных колонок 12. От первой приводятся в движение первый, третий и пятый ленточные конвейеры. Вращение приводных барабанов осуществляется от электродвигателя через клиноременную передачу, цепной вариатор, цепную передачу, червячный редуктор и систему цепных передач. От электродвигателя первой колонки через клиноременную передачу, червячный редуктор и цепную передачу осуществляется вращение одного вала со щетками, установленными в конце второго ленточного конвейера.
Вторая приводная колонка имеет аналогичную конструкцию, от нее осуществляется привод второго и четвертого ведущих барабанов конвейерных лент, а также вращение двух валов со щетками, установленными в конце первой и третьей лент.
Над тремя верхними лентами имеются ворошители, которые представляют собой вал с закрепленными на нем прутками. Он расположен поперек ленты, и при вращении прутки перемешивают высушиваемые изделия, предотвращая образование слитков.
Сырые изделия при помощи раскладчика поступают на верхнюю ленту сушилки, где довольно быстро перемещаются над калориферами верхнего яруса. При этом испаряется более трети влаги, подлежащей удалению.
Далее продукт поступает на вторую ленту, которая несколько медленнее перемещается над калориферами второго яруса. Сушка продолжается здесь также довольно интенсивно, удаляется примерно еще одна треть влаги.
Затем изделия поступают на третью ленту, которая еще медленнее перемещается над калориферами третьего яруса, на этой ленте удаляется около 4 % влаги.
Четвертая и пятая ленты имеют еще меньшие скорости, и за время нахождения на них продукт окончательно высыхает до стандартной влажности.
В процессе пересыпания изделий на лентах образуется мелкая мучная крошка, которая проходит сквозь ячейки лент и собирается в нижней части сушилки на поддонах. Сушильный воздух проходит через сушилку снизу вверх, подогревается в калориферах и охлаждается, проходя через конвейерные ленты с продуктом. Удаляемая из изделий влага посредством вытяжных вентиляторов выводится в атмосферу.
Сушилка СПК-4Г-90. Сушилка данной марки отличается от СПК- 4Г- 45 тем, что имеет большие рабочие площади конвейерных лент и производительность. Сушилка СПК-4Г-90 при такой же ширине лент (2000 мм), но за счет большей длины имеет суммарную рабочую поверхность 90 м2.
Основной недостаток паровых конвейерных сушилок - в них используется режим с повышающейся сушильной способностью воздуха. Так как поток продукта и поток сушильного воздуха направлены навстречу друг другу, более сухие изделия, находящиеся на лентах нижних транспортеров, высушиваются более сухим воздухом, чем сырые изделия на лентах верхних конвейеров, а также наблюдается эффект провисания транспортёрных лент.
Дата добавления: 2015-03-23; просмотров: 5748;