Геометрия протяжки
Задний угол aдолжен обеспечивать хорошие условия резания, уменьшая трение задней поверхности об обработанную поверхность.
Значения заднего угла зависят от вида операции (черновая или чистовая) и типа протяжки.
Для черновых зубьев a @ 30 +30`
Для чистовых зубьев a @ 20 +15`
Для калибрующих зубьев a @ 10 +15`
Малое значение заднего угла у протяжек для внутренней обработки обеспечивает увеличение размерной стойкости протяжки. Увеличение угла aприводит к значительному изменению размеров зубьев в поперечном сечении при переточке. У наружных протяжек a =100 , т.к. размерный износ в этом случае может быть компенсирован перестановкой протяжки относительно обрабатываемой поверхности.
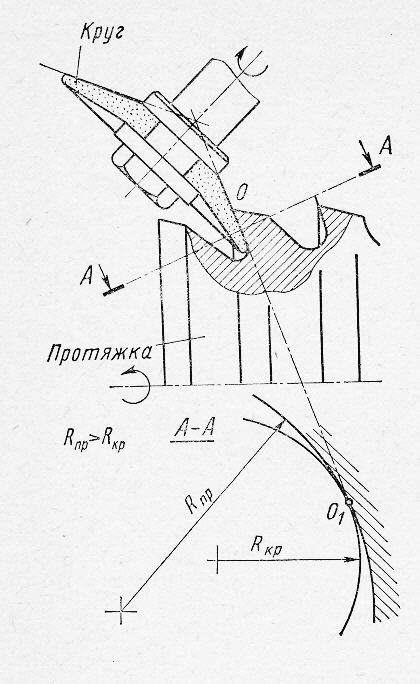 Передний угол γвыбирается в зависимости от обрабатываемого материала. Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра (рис.20). Если радиус шлифовального круга Rкр будет больше радиуса кривизны Rпр передней поверхности протяжки, то шлифовальный круг «завалит» режущую кромку протяжки. Для нормальной заточки требуется выполнение услов
Передний угол γвыбирается в зависимости от обрабатываемого материала. Однако, заточка больших передних углов трудновыполнима, особенно у протяжек малого диаметра (рис.20). Если радиус шлифовального круга Rкр будет больше радиуса кривизны Rпр передней поверхности протяжки, то шлифовальный круг «завалит» режущую кромку протяжки. Для нормальной заточки требуется выполнение услов
Дата добавления: 2015-03-19; просмотров: 1679;