Холодне та гаряче прокатування металів
Прокатування– це спосіб обробки металів тиском, що полягає в обтисненні їх між обертовими валками прокатних станів. Валки мають форму циліндрів, гладких чи з нарізаними на них заглибленнями (струмками), що при суміщенні двох валків утворять калібри.
При прокатці метал піддається значної пластичної деформації стиску, завдяки чому руйнується його первинна лита структура й утвориться більш щільна, дрібнозерниста, підвищується якість металу.
Розрізняють холодне, гаряче і теплепрокатування. Основна частина прокату виробляється гарячою прокатуванням, тонкі аркуші (до 1,5...6 мм), прецизійні профілі і труби, нагартування й обробка аркушів - холодної. Теплу прокатку ведуть при помірковано підвищеній температурі з метою зниження наклепу.
Відомі три способи прокатки - подовжня, поперечна і гвинтова (коса). Поперечна прокатування застосовується при виробництві зубцюватих шестірень і т.п., а гвинтова - при виготовленні труб, куль і інших тіл обертання. При подовжній прокатці товщина заготівлі зменшується, а ширина і довжина збільшується, тобто відбувається обтиснення, розширення і витяжка.
Абсолютне обтиснення Dh дорівнює різниці між вихідною h0 і кінцевою h1, товщиною заготовки. Відносне обтиснення визначається як відношення абсолютного обтиснення до вихідної товщини заготовки:
x =  (13.1)
(13.1)
Різниця між кінцевою b1 і вихідною b0 шириною смуги називають абсолютним розширенням (Db = b1- b0), а їхнє відношення b1/b0 коефіцієнтом розширення.
Витяжка m характеризується відношенням отриманої довжини l1 до первісної довжини l0:
m = l1/l0 (13.2)
Оскільки обсяг металу при прокатці не змінюється, витяжка і коефіцієнт розширення смуги b1/b0 взаємно зв'язані співвідношенням
h0/h1 = m(b1/b0) (13.3)
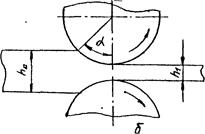
Заготовка, що прокочується, стикається з кожним із двох валків по дузі АВ (риc.1.1, б), що називається дугою захоплення. Центральний кут a, що відповідає цій дузі, називають кутом захоплення.
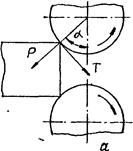
У момент подачі заготовки у валки (мал.13.1, а) на неї діють сила тертя Т, що затягує заготівлю у валки, і сила, що виштовхує, Р. При цьому Т=Р/f , де f - коефіцієнт тертя. Якщо спроектувати сили Т і Р на горизонтальну вісь, то вийде P sina=T cosa
Заготовка буде стійко захоплюватися валками за умови Psina< Tcosa, чи Psina<Pf cosa; sina<fcosa, де f>tga тобто тангенс кута захоплення повинний бути менше коефіцієнта тертя між за готуванням і валками.
| 
|
Рисунок 13.1 – При сталому процесі прокатки між валками діаметром D умова захоплення обмежує кут a виразом
h0-h1 = D(1-cosa), (13.4)
звідкіля:
cos a =1-  (13.5)
(13.5)
Простір між валками, у якому метал, що прокочується, безпосередньо стикається з ними, називається епіцентром деформації. Тут відбувається обтиснення металу. Вогнище деформації складається з двох частин - зони відставання і зони випередження. Границю між цими зонами називають нейтральним перетином. Швидкість руху металу в зоні випередження більше окружної швидкості валків, а в зоні відставання - менше цієї швидкості, що враховується при настроюванні багатоклітьових станів.
Дата добавления: 2015-03-14; просмотров: 1609;