Дефиктация.
Определение величины износа
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность, но лишь некоторые из этих деталей - наиболее простые и недорогие в изготовлении - утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению, для измерения величины износа применяют различные приспособления. Для измерения величины износа принимаем измерительное устройство, называемое нутромер.
В процессе работы на шпоночные пазы вала действуют крутящие моменты, приложенные на боковые поверхности шпоночных пазов, наиболее подвержена износу правая сторона пазов, поскольку на эту часть приходится наиболее частое перемещение в связи с тем, что вращение вала при движении автомобиля происходит вправо. Левая поверхность пазов практически не подвержена износу из-за кратковременности приложения нагрузки и ее редкости, так как задняя передача включается гораздо реже передних и после измерения было установлено, что левой стороне шлицев износ отсутствует, в то время как справа он составляет 0,5 мм.
Классификация способов восстановления деталей.
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий потребителей, т. е. гарантии послеремонтного ресурса.
Исследования ремонтного фонда (автомобилей и агрегатов, поступающих в ремонт) показали, что в среднем около 20 % деталей - утильных, 25...40 % - годных, а остальные 40...55 % - можно восстановить. Даже процент утильных деталей можно значительно снизить на АРП, если оно будет располагать эффективными способами дефектации и восстановления.
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей сокращаются затраты (на 70%). Основным источником экономии ресурсов являются затраты на материалы. Средние затраты на материалы при изготовлении деталей составляют 38%, а при восстановлении - 6,6 % от общей себестоимости. Для восстановления работоспособности изношенных деталей требуется в 5... 8 раз меньше технологических операций по сравнению с изготовлением новых деталей.
Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже на крупных ремонтных
предприятиях в среднем до 1,7 раз больше трудоемкости изготовления одноименных деталей на автомобильных заводах.
Основное количество отказов деталей автомобилей вызвано износом рабочих поверхностей - до 50%, 17,1% связано с повреждениями и 7,8 % вызвано трещинами. Основное место среди всех отказов автомобилей занимает двигатель - это до 43 % отказов. Примерно 85 % деталей восстанавливают при износе не более 0,3 мм, т.е. их работоспособность восстанавливается при нанесении покрытия незначительной толщины. Нанесение металла на несущие поверхности с последующей механической обработкой позволит многократно использовать деталь.
Доля восстанавливаемых наружных и внутренних цилиндрических
поверхностей составляет 53,3%, резьбовых - 12,7%, шлицевых-
10,4%, зубчатых - 10,2 %, плоских - 6,5 %, все остальные - 6,9%.
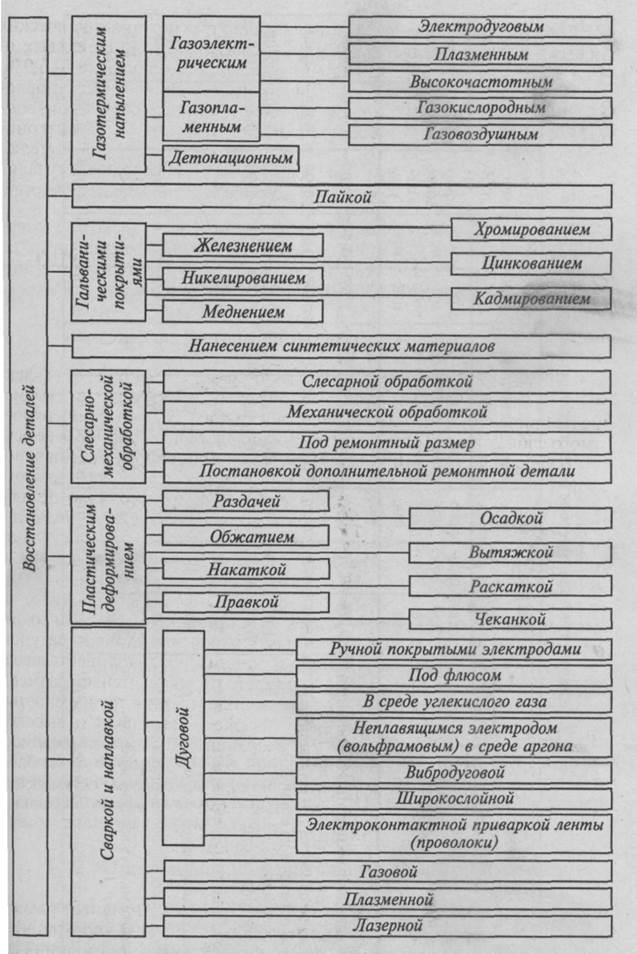
На рис. 10.1 приведена классификация способов восстановления деталей, которые нашли применение в ремонтном производстве и обеспечивают необходимые эксплуатационные характеристики деталей, а в рис. приведены их оценочные показатели.
Объемы восстановления деталей на АРП определяются наличием соответствующих по наименованию и цене запасных частей.
Слесарно-механическая обработка.
К ней относятся слесарная, механическая, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей.
Пластическое деформирование.
Способ пластического деформирования основан на способности
деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением, т. е. основан на использовании пластических свойств металла деталей. Особенность способа - это перемещение металла с нерабочих поверхностей детали на изношенные рабочие поверхности при постоянстве ее объема. Пластическому деформированию могут подвергаться детали в холодном или в нагретом состоянии в специальных приспособлениях на прессах.
Стальные детали (низкоуглеродистые стали), а также детали из цветных металлов и сплавов обычно деформируют в холодном состоянии без предварительной термообработки.
При холодном деформировании наблюдается упрочнение металла
детали, т. е. происходит наклеп, который повышает предел прочности и твердости металла при одновременном понижении ее пластических свойств. Этот процесс требует приложения больших усилий. Поэтому при восстановлении деталей очень часто их нагревают.
В нагретом состоянии восстанавливают детали из средне- и высокоуглеродистых сталей. При восстановлении деталей необходимо учитывать верхний предел нагрева и температуру конца пластического деформирования металла. Относительно низкая температура конца деформирования металла может привести к наклепу и появлению трещин в металле. В зависимости от конструкции детали, характера и места износа нагрев может быть общим или местным.
Процесс восстановления размеров деталей состоит из операций: подготовка - отжиг или отпуск обрабатываемой поверхности перед холодным или нагрев их перед горячим деформированием; деформирование - осадка, раздача, обжатие, вытяжка, правка, электромеханическая обработка и др.; обработка после деформирования - механическая обработка восстановленных поверхностей до требуемых размеров и при необходимости термическая обработка; контроль качества.
Дата добавления: 2014-12-10; просмотров: 1789;