Теоретическая часть. Электродуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги.
Электродуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги.
При ручной сварке дуга горит между заготовкой и электродом, закрепленным в электрододержателе, который держит в руке сварщик. Все операции по зажиганию дуги, перемещению дуги относительно изделия и подаче электрода в зону дуги выполняются вручную.
Ручная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. Второй способ, выполняемый плавящимся электродом, является основным при ручной дуговой сварке (рис. 1).
К электроду 1 и основному металлу 3 подводится постоянный или переменный ток от специального источника 10 и возбуждается электрическая сварочная дуга 6. Теплота дуги расплавляет стержень электрода и основной металл, образуется металлическая ванна 8. Вместе со стержнем плавится покрытие электрода 2, образуя защитную газовую атмосферу 7 вокруг дуги и жидкую шлаковую ванну 9 на поверхности расплавленного металла. Металлическая и шлаковая ванна вместе создают сварочную ванну, которая, охлаждаясь, образует сварной шов 4. Жидкий шлак, остывая, создает на поверхности сварного шва твердую шлаковую корку 5.
Рис. 1. Схема ручной дуговой сварки плавящимся электродом с покрытием: 1 − стержень электрода, 6 − электрическая дуга, 2 − покрытие электрода, 7 − газовая защитная атмосфера, 3 − основной металл 8 − жидкая металлическая ванна, 4 − сварной шов, 9 − жидкая шлаковая ванна, 5 − твердая шлаковая корка 10 − источник тока
Ручную дуговую сварку производят на сварочном посту, состоящем из источника сварочного тока (переменного или постоянного), сварочных проводов, держателя для закрепления электрода и стола, на котором располагаются свариваемые детали. Схема сварочного поста показана на рисунке 2.
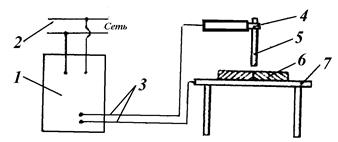
Рис. 2. Схема сварочного поста для ручной дуговой сварки.
1 - источник сварочного тока; 2 — сеть переменного тока; сварочные провода (сварочная цепь); 4 - держатель; 5 - электрод; 6 - свариваемые детали; 7- стол
Для ручной дуговой сварки в зависимости от рода тока в сварочной цепи используют источники переменного тока – сварочные трансформаторы и источники постоянного тока – сварочные выпрямители и генераторы.
Источники переменного тока более распространены, так как обладают рядом технико-экономических преимуществ: сварочные трансформаторы проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы.
При использовании постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключается к отрицательному полюсу и служит катодом, во втором – к положительному и служит анодом.
Для образования сварного шва применяют сварочные электроды (рис. 1). Электрод для ручной дуговой сварки (см. рис. 1) представляет собой металлический стержень 1 диаметром от 1 до 8 мм длиной 300–450 мм, на поверхность которого нанесено покрытие 2. Покрытие обеспечивает устойчивое без перерывов горение дуги, защиту расплавленного металла шва от кислорода и азота воздуха, раскисление жидкого металла сварного шва и легирование металла шва.
Типы и требования, предъявляемые к металлическим электродам для ручной дуговой сварки конструкционных и теплоустойчивых сталей, регламентированы ГОСТом 9467-75.
Для сварки углеродистых и низколегированных конструкционных сталей предусмотрено девять типов электродов (Э 38, Э 42, Э 42А, Э 46, Э 46А, Э50, Э 50А, Э 55, Э 60); для сварки легированных и конструкционных сталей повышенной и высокой прочности пять типов (Э 70, Э 85, Э 100, Э 125, Э150).
Тип электрода обозначается буквой Э (электрод) и цифрой, показывающей гарантируемый предел прочности металла шва (временное сопротивление) σв=(10-1МПа). Буква А в обозначении указывает, что металл шва, наплавленный этим электродом, имеет повышенные пластические свойства. Такие электроды применяют при сварке наиболее ответственных швов.
Каждому типу электрода соответствует несколько марок, на каждую из которых разработаны технические условия. Марка электрода – это его промышленное обозначение, характеризующее стержень и покрытие.
Стержни электродов изготовлены из сварочной проволоки. Стандартом предусмотрено 77 марок стальной проволоки диаметром 0,2–12 мм, которые делятся на три группы: низкоуглеродистую (Св-08А и др.), легированную
(Св-10Х5М и др.) и высоколегированную (Св-06Х19Н10МЗТ и др.). В марках проволоки «Св» означает «сварочная», первые две цифры – содержание углерода в сотых долях процента, последующие буквы и цифры – содержание легирующих элементов в соответствии с маркировкой легированных сталей; последняя буква «А» – пониженное содержание серы и фосфора.
По назначению электроды подразделяются на следующие группы: для сварки углеродистых и низколегированных конструкционных сталей - У; для сварки теплоустойчивых легированных сталей - Т; для сварки высоколегированных сталей с особыми свойствами - В; для наплавки слоев с особыми свойствами - Н.
Покрытие сварочных электродов представляет собой смесь порошкообразных материалов, нанесенных на металлический стержень. Оно выполняет множество функций, которые направлены на достижение двух основных целей, преследуемых в процессе сварки - обеспечение стабильности горения дуги и придание металлу сварного шва необходимых свойств.
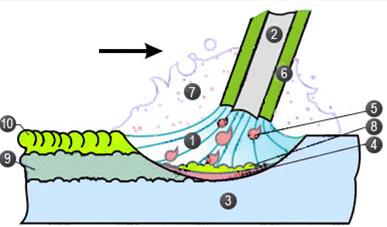
Рис. 3. Покрытие электрода в действии: 1 – дуга, 2 – электрод, 3 – свариваемый металл, 4 – сварочная ванна, 5 – капли расплавленного электрода, 6 – покрытие, 7 – газовое облако, 8 – шлаковая ванна, 9 – сварочный шов, 10 – шлаковая корка.
Стабильность сварочной дуги достигается введением в покрытие электродов веществ, обладающих малой величиной потенциала ионизации, благодаря чему происходит насыщение дугового пространства ионами, необходимыми для устойчивого горения дуги. В качестве таких веществ применяются мел, поташ, титановый концентрат, калиевое и натриевое жидкое стекло, углекислый барий и др. Только стабилизирующие (тонкообмазанные) покрытия называют иногда ионизирующими.
Чтобы сварной шов получился требуемого качества, в состав покрытия вводится большое количество компонентов, служащих для выполнения самых различных задач. Основные из них следующие:
- Защита зоны сварки от азота, кислорода и водорода (водорода в составе паров воды), содержащихся в воздухе. Защитные компоненты покрытия создают на пути атмосферных газов два барьера - газовое облако, состоящее из углекислого газа, окиси углерода и прочих газов, и шлаковый слой сложного состава, плавающий на поверхности расплавленного металла. К газообразующим компонентам относятся крахмал, древесная зола, хлопчатобумажная пряжа, пищевая мука, декстрин, целлюлоза. К шлакообразующим - титановый концентрат, каолин, марганцевая руда, мел, мрамор, кварцевый песок. Шлак не только защищает сварочную ванну от вредных газов, но и снижает скорость охлаждения и кристаллизации металла, способствуя тем самым более полному выходу из него газов и вредных включений.
- Раскисление расплавленного металла, т.е. удаление из него кислорода путем его связывания. В качестве раскислителей выступают вещества, которые легко (легче, чем железо) вступают в реакцию с кислородом. Это такие металлы, как молибден, титан, хром, алюминий, входящие в состав покрытия в форме ферросплавов.
- Легирование металла шва с целью улучшения его физических, механических и химических свойств. Эту функцию выполняют в основном хром, молибден, марганец, кремний, ниобий, титан - в виде чистых металлов или ферросплавов. Легирование шва может выполняться также с помощью присадочной проволоки.
- Связывание всех компонентов, входящих в покрытие, друг с другом, а всего покрытия в целом - со стержнем электрода. Основным связующим веществом является натриевое (силикат натрия) или калиевое жидкое стекло, которое выполняет одновременно и функцию стабилизации дуги. Жидкое стекло (силикатный клей), кстати сказать, является веществом, которое входит в покрытие электродов всех типов - настолько удачным оказалось соединение в нем связующих и стабилизирующих качеств.
Важен не только химический состав, но и физические свойства покрытия, в частности, температура его плавления. Она не имеет строго определенного значения, поскольку покрытие является многокомпонентным. Обычно её значение варьируется в пределах 1100-1200°С.
В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d:
- тонкие - D/d < 1,2 - (обозначается буквой "М");
- средние - 1,2 < D/d < 1,45 - ("С");
- толстые - 1,45 < D/d < 1,8 - ("Д");
- особо толстые - D/d > 1,8 - ("Г").
В зависимости от химического состава различают следующие виды покрытий электродов:
- кислое - обозначается А (А);
- основное - Б (B);
- целлюлозное - Ц (C);
- рутиловое - Р (R);
- смешанного типа - (RB, RA, RC и пр.);
- прочие виды покрытий - П.
В скобках приведены обозначения по европейскому стандарту DIN EN 499 (C - cellulose, A - acid, R - rutile, B - basic). Встречающееся иногда обозначение RR означает "рутиловое толстое".
Рудно-кислые покрытия содержат руды в виде оксидов железа и марганца, при плавлении они выделяют кислород, способный окислить металл ванны и легирующие примеси. Для ослабления действия кислорода в покрытие вводят раскислителив виде ферросплавов. Кислые покрытия имеют хорошие сварочно-технические свойства, высокопроизводительны, позволяют сваривать металл с ржавыми кромками и окалиной и получать плотные швы. Однако наплавленный металл имеет относительно малую ударную вязкость и пластичность и пониженное содержание легирующих примесей, к тому же эти электроды токсичны. К этому виду относятся покрытия: ОММ-5, ЦМ-7, ЦМ-8 и др.
В рутиловых покрытиях основным компонентом является рутил (TiO2). Благодаря высоким сварочно-технологическим свойствам, механическим свойствам металла шва и благоприятным санитарно-гигиеническим характеристикам электроды с рутиловым покрытием очень широко применяются, в том числе и взамен электродов с рудно-кислым покрытием. К рутиловым относятся покрытия: ЦМ-9, МР-3, АНО-3, АНО-5, ОЗС-3 и др.
Целлюлозные покрытия содержат большое количество органических составляющих, разлагающихся в процессе плавления и обеспечивающих газовую защиту расплавленного металла. Эти покрытия придают хорошее качество сварному шву при соблюдении теплового режима. Их недостаток - большие потери от разбрызгивания. К этой группе покрытий относятся: ОМА-2, ЦЦ-1, ВСЦ-4 и др.
Основные покрытия составлены на основе плавикового шпата (CaF2) и мрамора. Эти электродные покрытия дают высокое качество металла шва и применяются для сварки ответственных швов. Однако, так как основные электродные покрытия адсорбируют влагу при хранении, перед применением их нужно прокаливать. Кромки свариваемых изделий необходимо тщательно очищать от ржавчины и загрязнений, иначе в сварном шве будут поры. Широко используются электроды марок: УОНИ-13/45, УОНИ-13/55, СМ-11, АНО-7, АНО-8 и др.
Перед сваркой необходима прокалка электродов: с рутиловой обмазкой при t = 80 ÷120°С, с карбонато-рутиловым покрытием при t = 200÷250°С и с основным - при t = 300÷350°С. Время прокаливания 2÷2,5 часа.
Сварочная дуга представляет собой мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка начинается в момент зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги обычно включает три этапа:
1) короткое замыкание электрода на заготовку, при этом в точках касания происходит разогрев металла (рис. 4,а);
2) отвод электрода на расстояние 3–6 мм (рис.4, б). На этом этапе под действием электрического поля начинается эмиссия электронов с поверхности разогретых пятен. Столкновение быстро движущихся электронов с молекулами газов и паров металла приводит к ионизации воздушного зазора, дуговой промежуток становится электропроводным;
3) возникновение устойчивого дугового разряда (рис.4,в).
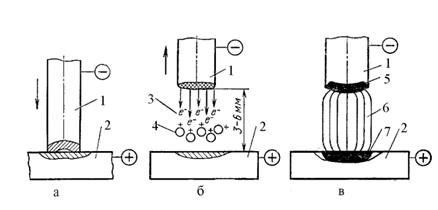
Рис. 4. Схема процесса зажигания дуги
Электрические свойства дуги выражаются статической вольтамперной характеристикой, которая представляет собой зависимость между напряжением на дуге и током дуги (рис.5, а). Характеристика состоит из трех участков: I, II, Ш, каждому из которых присущи свои особенности.
Объяснение им можно дать, если рассматривать дуговой промежуток как цилиндрический газовый проводник, проводимость которого зависит от количества находящихся в нем ионов и электронов. Так при увеличении тока до 100 А (участок I) соответственно возрастает количество ионов и электронов в дуговом промежутке, при этом его проводимость увеличивается, а, следовательно, напряжение на дуге уменьшается (падающая характеристика). При токе в 100 А наступает полная ионизация дугового промежутка. Если же продолжать увеличивать ток до 1000 А, то происходит увеличение площади поперечного сечения дуги (пропорционально увеличению тока) и поэтому напряжение на дуге практически постоянно (участок II, жесткая характеристика). При дальнейшем увеличении тока (участок III) площадь поперечного сечения дуги изменяется мало, дуговой промежуток ионизирован полностью и его проводимость остается постоянной, следовательно, напряжение на дуге увеличивается (возрастающая характеристика).
 а б
а б
Рис.5. Вольтамперная характеристика дуги (а) и совмещенная вольтамперная характеристика дуги и источника тока (б)
Источники сварочного тока для дуговой электрической сварки должны иметь падающую (или пологую) внешнюю характеристику (рис.5, б). Внешней характеристикой источника электрического тока называют зависимость напряжения на его выходных клеммах от тока цепи при нагрузке. Режим горения сварочной дуги определяют точкой пересечения характеристики дуги (кривая 1) и источника тока (кривая 2).
На рис. 5, б точка А соответствует режиму холостого хода источника тока (величина сварочного тока I=0; напряжение холостого хода UХХ=60–80 B). Дуга отсутствует. Точка D соответствует режиму короткого замыкания (напряжение короткого замыкания UК.З=0; IК.З.=IМАХ). Точка В соответствует моменту зажигания и неустойчивому горению дуги. Точка С соответствует рабочему сварочному режиму с устойчивым горением дуги и величиной сварочного тока IСВ.
Нормальное горение дуги обеспечивает источник сварочного тока с крутопадающей характеристикой (рис. 5, б, кривая 2), которая необходима для облегчения зажигания дуги (за счет повышенного UХ.Х); для ограничения тока короткого замыкания (IK.З/ICB<1,5); для сохранения стабильной проплавляющей способности дуги (изменения UД вследствие колебания длины дуги приводят к незначительному изменению ICB).
Типы сварных соединений показаны на рисунке 6.
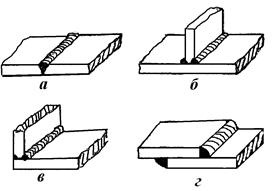
Рис. 6. Типы сварных соединений.
а - стыковое; б - тавровое; в - угловое; г - нахлесточное.
Стыковое соединение сваривается стыковыми швами, без предварительной разделки кромок деталей, с V – образной, и X - образной разделкой (рис. 7, а, б, в).
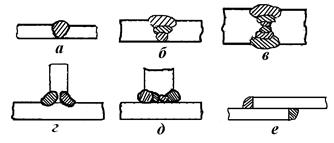
Рис. 7. Виды сварных швов.
а - стыковой без разделки; б - стыковой с V -образной разделкой; в - стыковой с X -образной разделкой; г - угловой без разделки; д - угловой с разделкой; е - угловой (в нахлесточных соединениях)
Тавровые, угловые и нахлесточные соединения свариваются угловыми швами (рис. 7 г, д е). При разделке кромок деталей сварные швы выполняют, как правило, многослойными.
Ручную электродуговую сварку применяют для соединения металлов толщиной от 1 до 60 мм при выполнении коротких швов в различных пространственных положениях (рис. 7) и в труднодоступных местах.
Рис. 8. Возможные пространственные положения шва при ручной электродуговой сварке.
а - нижнее; б - вертикальное; в - горизонтальное; г - потолочное
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 9.
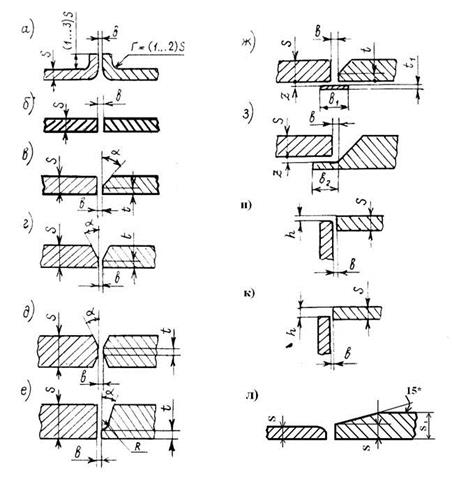
Рис. 9. Виды подготовки кромок под сварку.
а - с отбортовкой кромок; б, и, к - без скоса кромок; в - со скосом одной кромки; г - со скосом двух кромок; д - с двухсторонним скосом двух кромок; е - с криволинейным скосом кромок; ж -с использованием остающейся или съемной подкладки; з - с замковым расположением деталей; л - дополнительным скосом для устранения влияния разной толщины.
Отбортовку кромок (рис. 9, а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух (рис. 9, г) кромок, двухсторонние - одной или двух (рис. 9, д) кромок, а также криволинейные скосы (рис. 9, е). Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.
При малой толщине деталей (до 4...12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок (рис. 9, б).
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса α. Зазор b составляет 0+0,5, 0±1 и 0÷3 мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1±1 до 0÷3 мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения: для ручной электродуговой сварки при прямолинейном скосе одной кромки, α= 45°±2°, двух - 25°±2°, а при криволинейном скосе - 20°±2° и 12°±2°;
Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 9, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 9, и, к). Смещение может быть менее 0,5×s или более 0,5×s при толщине деталей до 6 и 30 мм соответственно.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 9, з). Перекрытие деталей b2 составляет 8...20 мм, а зазор в замке z=0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 9, ж), толщина которой t1 достигает 0,5 толщины детали, но не менее 3 мм, ширина b1=10...30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5...1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19.
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Стыковое соединение может быть сварено одним швом (однослойная сварка) или несколькими швами (многослойная сварка). Однослойная сварка соединений со скосом кромок показана на рис. 10, а. Сварку начинают в точке А, затем электрод перемещают вниз (проваривают корень шва) и выводят на другую кромку. С обратной стороны рекомендуется накладывать подварочный шов (рис.10, б).
Многослойную сварку соединения со скосом кромок (рис.10, в) начинают с провара корня шва (шов 1), используя для этой цели электрод меньшего диаметра, чем необходимо, а затем уширенными валиками наплавляют последующие слои (2, 3, 4, 5 и т. д.).

А б в
Рис.10. Однослойная и многослойная сварка
Сварка угловых и тавровых соединений может производиться однослойным и многослойными швами.
Однослойную сварку применяют для соединений с катетом шва до 8 мм (рис. 11, а).
При однослойной сварке вначале накладывают ниточный (узкий) шов, проваривая корень шва, а затем уширенные (рис.11, б).
Сварку угловых и тавровых соединений для предупреждения образования дефектов шва лучше производить в «лодочку» (рис.11, в.)

а б в
Рис.11. Порядок сварки соединений
Дата добавления: 2014-12-08; просмотров: 2980;