Электрошлаковая наплавка
Электрошлаковая наплавка (ЭШН) основана на использовании тепла, выделяющегося при прохождении электрического тока через расплавленный шлак (рис. 8.5). В пространстве между плоскостью наплавляемого изделия 1 и формирующим кристаллизатором 6 создается ванна расплавленного шлака 5, в которую подается электрод 4. Ток, проходя между электродом и изделием, нагревает шлаковую ванну до температуры свыше 2000 оС, в результате чего электродный и основной металлы оплавляются, образуя металлическую ванну 3, при затвердевании которой создается наплавленный слой 2.
ЭШН имеет ряд особенностей, отличающих ее от дуговой наплавки: при установившемся электрошлаковом процессе разбрызгивание отсутствует; расход флюса на образование шлаковой корки на поверхности наплавленного металла составляет на более 5 % его массы; расход электроэнергии в 1,5 – 2 раза меньше, а флюса в 20 раз; более низкие скорости нагрева и охлаждения основного металла шва неблагоприятно сказываются на структуре наплавленного металла и зоны термического влияния; формирование благоприятного направления роста кристаллов в наплавленном металле обусловливает снижение вероятности образования кристаллизационных трещин; меньшая склонность к образованию пор и несплошностей в металле наплавления. Малые плотности тока на электроде, характерные для данного способа наплавки, позволяют применить электроды большого сечения, в качестве которых используются проволока, прокатанные или литые стержни и пластины, трубы. Не исключается применение порошковой проволоки, а также проката различного профиля. Для получения устойчивого электрошлакового процесса необходимо, чтобы глубина шлаковой ванны была не менее 30 мм. При уменьшении глубины ванны до 10 – 15 мм электрошлаковый процесс переходит в дуговой либо неустойчивый.
Способ ЭШН позволяет наплавить слой практически неограниченных размеров с принудительным формированием, а также толщиной 3 – 4 мм, получать слои с изменяющимися по длине химическим составом и свойствами по заранее заданному закону.
Данный способ наплавки имеет отличительный признак: присадочный материал вводится в металлический (или шлаковый) расплав как дополнение к основному металлу, получаемому либо расплавлением расходуемых электродов, либо плавлением одним из методов литья (дуговой, индукционный и т. п.).
В Институте электросварки им. Е.О. Патона разработана технология электрошлаковой наплавки зернистым присадочным материалом (ЗПМ) с использованием нерасходуемого электрода и принудительным формированием металла. Ее отличительной особенностью является то, что наплавленный слой получается исключительно за счет плавления присадки при использовании нерасходуемого электрода оригинальной конструкции. Электрод представляет собой секционное многофункциональное устройство, выполняющее функции электрода, поддерживающего электрошлаковый процесс, и обеспечивающее формирование наплавленного металла и вращение шлаковой ванны в горизонтальной плоскости. В связи с тем, что конструктивно данное устройство выполнено в виде кристаллизатора, к которому подведено напряжение и через который проходит ток наплавки, оно названо токоподводящим (ТПК) (рис. 8.6).
Технология позволяет наплавлять детали различной формы, но наибольший опыт получен при наплавке наружных поверхностей цилиндрических деталей. Наплавляемое изделие 1 (см. рис. 8.6) устанавливается вертикально, соосно с кристаллизатором-электродом 3. В зазор между наплавляемой поверхностью и стенкой секционного кристаллизатора, к одной из секций которого подведено напряжение, заливается расплавленный (отдельно) шлак.
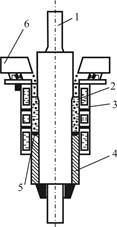
Рис.8.6. Схема электрошлаковой наплавки зернистой присадкой в токоподводящем кристаллизаторе
При перекрытии шлаком всех секций кристаллизатора идущий от токоподводящей секции ток наплавки обеспечивает выделение в шлаковой ванне 2 теплоты, достаточной для поддержания ее в расплавленном состоянии и обеспечения электрошлакового процесса.
Конструкция ТПК позволяет вращать шлаковую ванну в горизонтальной плоскости благодаря взаимодействию магнитных полей шлаковой ванны и токоподводящей секции без применения каких-либо специальных источников энергии.
Нижняя секция кристаллизатора служит для формирования наплавленного слоя 4 и по конструкции является обычным кристаллизатором.
Промежуточная секция разделяет токоподводящую и формирующую секции, а также является элементом автоматического слежения за уровнем металлической ванны 5, которая образуется при расплавлении переплавляемых в шлаке частиц. Подача присадочного материала в шлаковую ванну осуществляется несколькими стационарными дозаторами 6, обеспечивающими (наряду с вращающейся шлаковой ванной) равномерное распределение частиц на поверхности шлаковой ванны, или одним, совершающим возвратно-вращательные движения по периметру кристаллизатора.
Порции жидкого металла постепенно кристаллизуются на очищенной шлаком от оксидов наплавляемой поверхности, формируя наплавленный слой. В процессе наплавки заготовка остается неподвижной, а кристаллизатор поднимается вверх (либо кристаллизатор неподвижен, а заготовка вытягивается из него). Для наплавки металла по всей длине заготовки на верхнем торце последней устанавливают выводные втулки, которые удерживают шлаковую ванну. При данном способе наплавки получение качественного наплавленного соединения во многом зависит от выбранного режима наплавки, применяемого состава флюса, фракционного состава присадочного материала и скорости ее подачи.
Основные достоинства ЭШН: высокая устойчивость процесса в широком диапазоне плотностей тока (от 0,2 до 300 А/мм2), что позволяет использовать для наплавки как электродную проволоку диаметром менее 2мм, так и электроды большого сечения (более 35000 мм2); высокая производительность, достигающая сотен килограммов наплавленного металла в час; возможность наплавки за один проход слоев большой толщины; возможность примения для сталей и сплавов с повышенной склонностью к образованию трещин; возможность придавать наплавленному металлу необходимую форму, сочетать наплавку с электрошлаковой сваркой и отливкой, на чем основана стыкошлаковая наплавка.
Основные недостатки ЭШН: большая погонная энергия процесса, что обусловливает перегрев основного металла в ЗТВ; сложность и уникальность оборудования; невозможность получения слоев малой толщины (кроме способа ЭШН лентами); большая длительность подготовительных операций.
Дата добавления: 2014-12-05; просмотров: 4068;