Приспособления для гибких производственных систем (ГИС).
На ГПС из многоцелевых станков применяются в большинстве случаев универсально-наладочные модульные приспособления, состоящие из базовой части – плиты, на которой из комплекта сменных установочных и зажимных элементов компонуются специальные приспособления. В качестве базовых плит во многих случаях используется палеты. Базовые плиты применяются следующих типов: с сеткой пазов, с пазами и резьбовыми отверстиями и с сеткой гладких и резьбовых или ступенчатых отверстий.
Ивановским СПО для многоцелевых станков моделей ИР500МФ4 и ИР800МФ4 серийно выпускается комплект элементов системы универсально-наладочных приспособлений “Система – 500”, состоящих из базовых и установочно-зажимных элементов. Плита, два четырехсторонних угольника и установочно-зажимные элементы (рис.17.2а). Для многоцелевых станков ИР320МФ4 Ивановское СПО серийно выпускает комплект элементов приспособлений “Система – 320” (рис.17.2б). Базовые элементы комплекта: двухсторонний и плита с трехкулачковым патроном. Комплекты “Система – 500” и “Система – 320” предназначены для использования в условиях мелкосерийного и единичного производства.
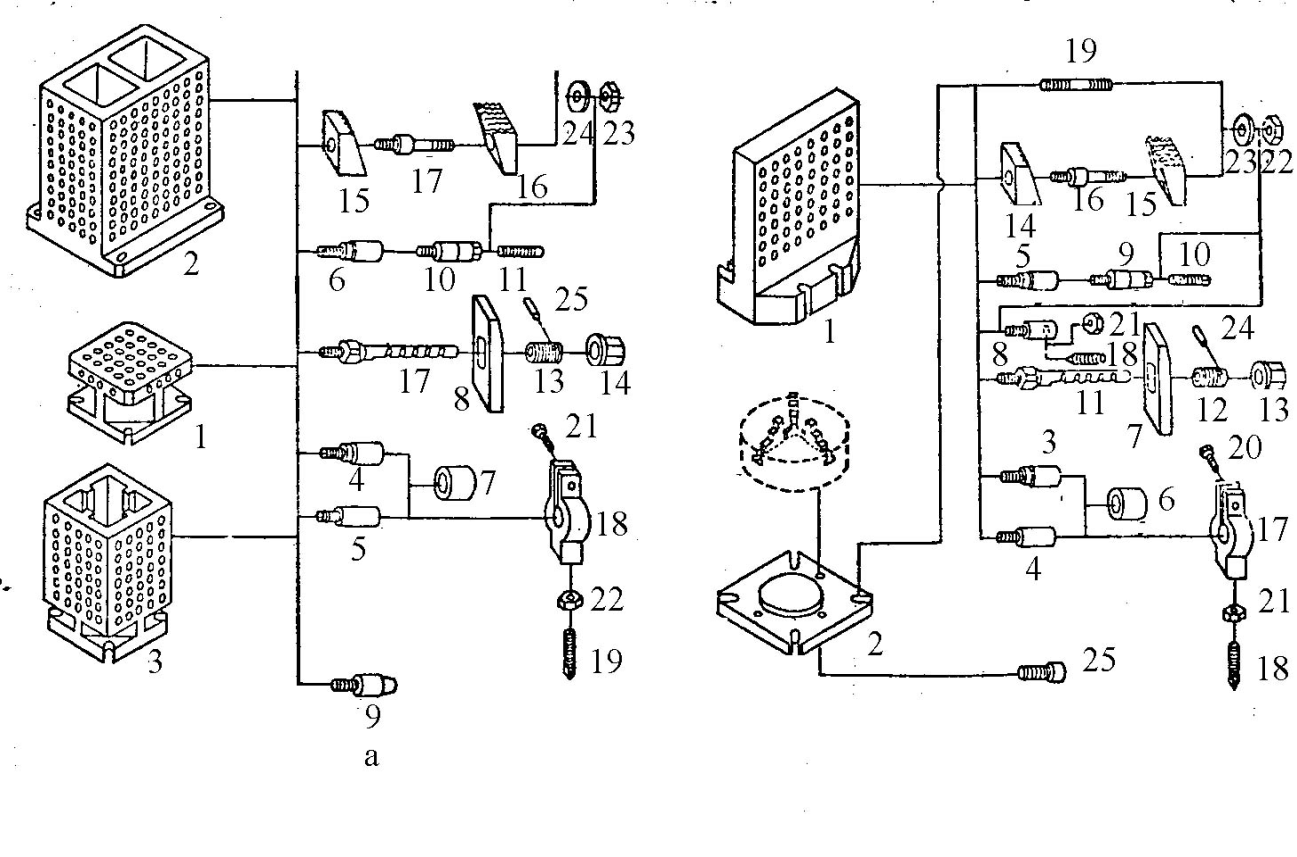
Рис.17.2
Широкое применение в мелкосерийном производстве для обработки заготовок минимальными партиями палет (магазинов палет), в приспособлениях которых заранее установлены заготовки, ограничивается стоимостью палет и их накопителей, которые составляют 21 - 35% стоимости станка. Поэтому в настоящее время ведутся работы над созданием таких систем, которые позволяли бы производить свободную транспортировку заготовок от станка к станку и их установку при помощи роботов. Это резко сократит количество требуемых приспособлений. Таким требованиям отвечают свободно позиционируемые приспособления. Автоматически переналаживаемые приспособления, в противоположность приспособлениям спутникам, обладают большой универсальностью и скоростью переналадки, которая осуществляется за несколько секунд. Время затрачиваемое на переналадку может перекрываться временем на установку заготовки. С целью снижения стоимости приспособления (чем больше степень универсальности приспособления, тем выше стоимость) их конструируют специализированными для определенных групп деталей и способов их зажима.
Одна из систем автоматически переналаживаемых приспособлений с ЧПУ – система приспособлений с двойными салазками (рис.17.3, а). Четыре базирующих или зажимных элемента 1 установлены на салазках 2, которые могут перемещаться в продольном направлении относительно четырех направляющих, три из которых установлены на салазках 3, подвижных в поперечном направлении. Все базирующие и зажимные элементы имеют независимые вертикальные перемещения. Позиционирование базирующих и зажимных элементов осуществляется в широком диапазоне (ограничение накладывают лишь размеры салазок).
Разработана также система автоматически переналаживаемых приспособлений с ПУ, в которых в качестве базирующих и зажимных устройств применяются револьверные головки 1 и каретки 2 (рис.17.3, б). Зажимные элементы смонтированы на каретках, подвижно установленных в четырех расположенных под углом 90о радиальных пазах головки. Радиальное перемещение элементов 3 в пазах головки и ее поворот осуществляются автоматически от шаговых двигателей по заданной программе и обеспечивают наличие большого количества позиций зажима и базирования. Перемещение элементов по высоте осуществляется гидроцилиндрами. Если для закрепления заготовок различной высоты не достаточно хода поршня цилиндров, то опускается револьверная головка. При необходимости увеличения количества позиций зажима применяют более универсальную головку (рис.17.3, в), обеспечивающую наличие большого диапазона позиций опор или зажимных элементов 1, закрепляемых в револьверных головках 2. Револьверные головки установлены в корпусе головки 3.
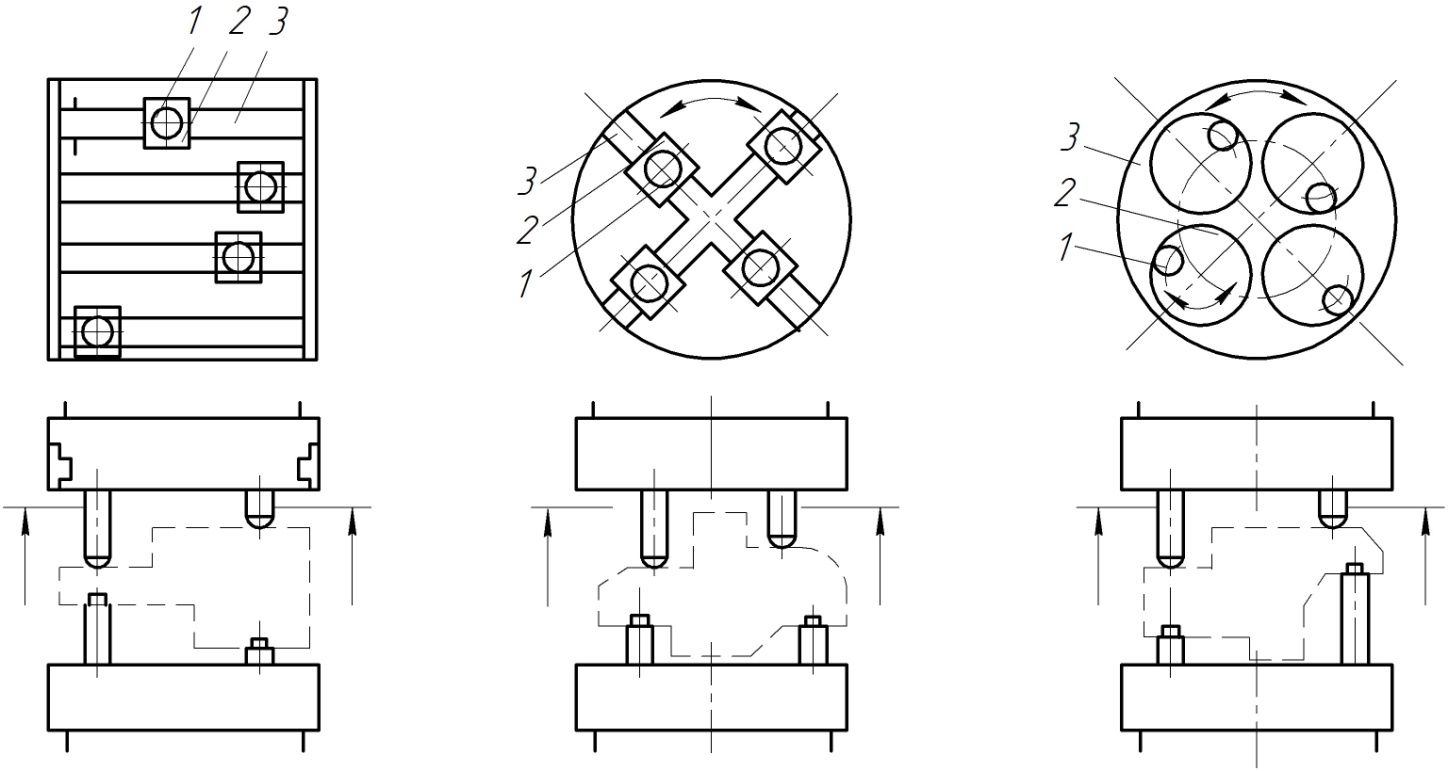
а. б. в.
Рис.17.3
Дата добавления: 2014-12-22; просмотров: 2496;