Классификация связующих материалов
В основе классификации связующих материалов, используемых в литейном производстве, лежат два основных признака:
а) природа материала (органический, неорганический, водные и неводные)
б) характер затвердевания (необратимый, промежуточный, обратимый).
Органические материалы не выдерживают высоких температур заливаемого металла и разлагаются, что приводит к облегчению выбивки. Неорганические связующие, напротив, хорошо выдерживают воздействие высоких температур. Они используются для приготовления облицовочных формовочных смесей, а в стержневые смеси добавляются для увеличения сырой прочности.
По отношению к воде связующие делятся на водные и неводные. К неводным относятся такие материалы, которые не растворяются в воде и не смачиваются ею, к водным - растворимые в воде.
Органические неводные связующие - это растительные масла и масла на основе переработки продуктов нефти. Они обеспечивают наиболее высокую прочность стержней после сушки.
Водные и неводные связующие не смешиваются между собой. Их смешивание почти всегда понижает прочность смесей как во влажном, так и в сухом состоянии.
Необратимо затвердевающие связующие претерпевают сложные химические изменения при нагреве, вызывающие образование прочной пленки. После охлаждения они не восстанавливают свои первоначальные свойства. В основе их затвердевания лежат процессы полимеризации вещества.
Обратимо затвердевающие материалы восстанавливают свои первоначальные свойства после охлаждения (битумы, пеки, канифоль) или при действии растворителя (декстрин, пектиновый клей, барда сульфидного щелока).
К группе с промежуточным характером затвердевания относятся связующие, в состав которых входят вещества с обратимым и необратимым характером затвердевания.
Необратимо затвердевающие связующие обеспечивают наибольшую прочность сухих стержней >0,5 МПа/1% (> 5 кг/см2/1%), связующие с промежуточным характером затвердевания дают прочность 0,3— 0,5 МПа/1% (3-5 кг/см2/1%), обратимо затвердевающие связующие дают наименьшую прочность до 0,3 МПа/1% (3 кг/см2/1%).
В соответствии с этим связующие разделяются на три группы по удельной прочности на разрыв в сухом состоянии.
Удельной прочностью связующего называется прочность, полученная при испытании сухого стандартного образца из смеси с оптимальным содержанием связующих, отнесенная к процентному содержанию связующего в смеси.
К классам А и Б относятся органические связующие: А - неводные, Б - водные. К классу В относятся неорганические водные связующие. Связующие класса А проявляют свои связующие свойства, не требуя добавки воды, и не растворяются в ней. Такими материалами являются масла, битумы, канифоль и др.
В класс Б входят материалы, способные растворяться в воде, а после ее испарения связывать зерна песка. Такими материалами являются лигносульфонаты технические (ЛСТ), декстрин, патока и др. Класс В содержит жидкое стекло, фосфаты, алюминаты, глину, цемент, гипс и другие неорганические материалы.
Масла
Масла относятся к органическим неводным связующим класса А-1. Первыми органическими связующими, применяемыми для приготовления стержневых смесей, были растительные масла. Их получают из семян льна, конопли, хлопчатника и др. В их состав входят жирные кислоты или сложные эфиры кислот глицерина- глицеридов.
Упрочнение смесей с растительными маслами происходит при тепловой сушке в результате полимеризации содержащихся в них жирных кислот. Способность масла к высыханию (затвердеванию) определяют по йодному числу - количеству йода (в г), которое поглощается 100 г масла. Если йодное число больше 150, такое масло называется высыхающим (льняное, конопляное и др.), если йодное число равно 150-100 - полувысыхающим (подсолнечное, хлопковое, кукурузное и др.), а если йодное число < 100 - слабовысыхащим (оливковое, касторовое и др.).
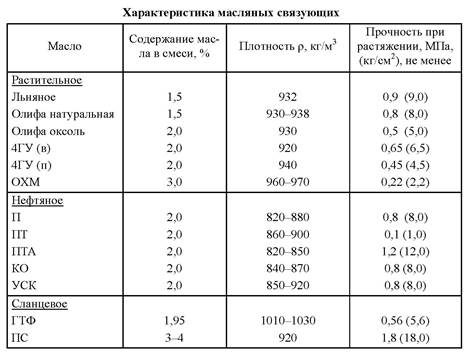
В литейном производстве применяют в основном льняное и конопляное масла (ГОСТ 5791-81). Оптимальная добавка масла в стержневую смесь - 1,5%, температура сушки - 200-250°С. Стержни с добавкой растительного масла имеют высокую прочность 0,7-1,0 МПа (7-10 кг/см2), хорошую податливость, легкую выбиваемость, негигроскопичны. Однако в сыром состоянии стержни с добавкой растительного масла имеют низкую прочность 3-6 кПа (0,03-0,06 кг/см2). Для увеличения прочности смесей в сыром состоянии в нее вводят глину (до 3%). Однако из-за большой удельной поверхности глина поглощает масло и увеличивает его расход. Поэтому для стержневых смесей с добавкой растительного масла применяют только кварцевые пески с содержанием глины до 2%. Поскольку растительные масла являются в большинстве пищевыми продуктами, в настоящее время они практически не применяются. Заменителями растительных масел являются натуральная олифа, олифа оксоль, связующее 4ГУ и др. (табл. 5.2).
Натуральная олифа представляет собой льняное или конопляное масло, обработанное при 250°С без доступа воздуха в присутствии сиккативов. Сиккативы (соли жирных, смоляных и нафтеновых кислот) - вещества, хорошо растворимые в растительных маслах и служащие катализаторами для быстрого их высыхания.
Олифа оксоль представляет собой продукт окисления растительных масел (55%) с последующим введением сиккативов и растворением в уайт-спирите (45%). Уайт-спирит - фракция перегонки нефти (особо чистый керосин, возгоняющийся при 140-200°С, имеющий плотность 770 кг/м3).
Связующие 4ГУ (и) и 4ГУ (в) - это раствор сплава (50%) полувысыхающих и высыхающих масел (соответственно, индекс “и” или “в”) с канифолью (3%) или нефтеполимерной смолой в уайт-спирите (47%). Указанные связующие вводятся обычно в смесь в количестве 1,5-2%.
Связующее ОХМ - это обработанное хлопковое масло плотностью 960-970 кг/м3.
В 50-60-е годы был разработан ряд связующих на основе продуктов переработки нефти, сланцев и других веществ, которые почти полностью заменили масла.
П - раствор окисленного петролатума (побочный продукт при изготовлении смазочных масел из нефти) в уайт-спирите в соотношении 1:1. Плотность 820-880 кг/м3.
ПТ - раствор в уайт-спирите окисленного петролатума и таллового масла (до 30%) - побочного продукта при получении целлюлозы.
ПТА - раствор в уайт-спирите окисленного петролатума, обработанного аммиаком, и таллового масла.
ГТФ - продукт термической переработки эстонских сланцев (генераторная тяжелая фракция).
ПС - связующее из 60% П и 40% ГТФ.
С ЛК - 50% ГТФ и 50% лака-энтиноля.
КО - раствор кубовых остатков (от производства синтетических жирных кислот) в уайт-спирите.
УСК - раствор кубовых остатков продуктов переработки нефти (30-35%) в органическом растворителе (40-50%) с адгезионной присадкой (0,1-15%). Для снижения температуры его застывания вводят до 15% асфальтовых смолистых веществ.
Все масляные связующие являются жидкостями, хорошо смешиваются с песком, позволяют достичь высокой прочности формовочной смеси после сушки, негигроскопичны, смесь к оснастке не прилипает, имеет хорошую выбиваемость. Недостатками масляных связующих являются необходимость длительной сушки, малая термостойкость, низкая прочность в сыром состоянии. Масляные связующие применяют для изготовления стержней l-ro и 2-го классов сложности.
Полисахариды
Полисахариды - высокомолекулярные сложные углеводы. Они являются побочными продуктами производства переработки сахаросодержащих веществ. Упрочнение форм и стержней с такими связующими происходит при тепловой сушке в результате испарения влаги и полимеризации сахаров. При этом из-за диффузии водного раствора связующего и испарения влаги с поверхности формы поверхностные слои ее обогащаются связующим, в результате чего прочность поверхности повышается, а прочность глубинных слоев понижается.
К связующим этого класса (класс Б-2, Б-3) относятся мелясса, пектиновый клей, декстрин, крахмалит, гидрол и др.
Мелясса (патока) - продукт переработки сахарной свеклы или тростника. Связующие свойства меляссы зависят от содержания в ней сахарозы, глюкозы, фруктозы. Обычно в меляссе содержится 45-50% сахаров.
В процессе сушки стержней (при нагреве) мелясса разжижается и обволакивает песчинки. Затем стержни остывают и приобретают необходимою прочность. Однако из-за разжижения меляссы при сушке стержни непрочны, могут дать осадку, поэтому в смесь вводят до 6% глины. Мелясса вводится в смесь в количестве до 2%.
Прочность смеси, содержащей 2% меляссы и 6% глины, после сушки при 160-180°С составляет не менее 0,3 МПа (3 кг/см2).
Пектиновый клей - отходы переработки жома плодов и овощей, обработанные кислотами. Прочность смеси при содержании 2,5% пектинового клея после сушки при 160-180°С составляет не менее 1 МПа (10 кг/см2).
Декстрин - продукт неполного гидролиза картофельного или кукурузного крахмала (при 120-150°С) разбавленными минеральными кислотами. Крахмал (СбНюСУД имеет большую молекулярную массу и не растворим в воде.
При нагреве его молекулы расщепляются, и образующийся декстрин становится растворимым. Декстрин поставляется в виде порошка желтого и палевого цвета. Вводится в смесь в количестве 0,5-1,5%. Прочность смеси при содержании 1,25% декстрина после сушки при температуре 160-180°С не менее 0,5 МПа (5,0 кг/см2).
Крахмалит - связующее, полученное путем специальной обработки крахмала, вводится в смеси в небольшом количестве (0,015- 0,1%) для автоматических линий формовки.
Гидрол - продукт переработки кукурузы на глюкозу. Его свойства подобны свойствам меляссы. ВНИИЛИТМАШем разработано высокопрочное углеводное связующее ЭКР, которое обеспечивает прочностные свойства при формовке по-сырому 0,10-0,28 МПа (1,2-2,8 кг/см2) при влажности менее 3,5%.
Недостатками всех водорастворимых органических связующих являются необходимость тепловой сушки и повышенная гигроскопичность. Поэтому при их длительном хранении снижается прочность стержня. Кроме того, водорастворимые связующие дефицитны. В настоящее время их применение сокращается.
Лигносульфонаты
Лигносульфонаты (ЛСТ) относятся к органическим водным связующим класса Б-2 и Б-3 (см. табл. 5.1).
По объему применения в качестве связующих лигносульфонаты занимают в литейном производстве третье место после глины и жидкого стекла. Они применяются в формовочных смесях для формовки по-сырому, по-сухому, для изготовления стержней в нагретой оснастке, в жидкоподвижных и сыпучих ХТС, противопригарных красках, в качестве катализатора для отверждения ХТС и др.
Лигносульфонаты являются побочными продуктами при производстве целлюлозы из древесины сульфитным способом.
ЛТС являются очень дешевыми и недефицитными органическими связующими, обеспечивающими хорошую выбиваемость форм и стержней. В настоящее время используется менее половины получаемых лигносульфонатов, а большая часть их из-за ограниченного применения выбрасывается в канализацию или сжигается. Масштабы применения ЛТС могут быть значительно расширены. Применение ЛТС в литейном производстве - пример безотходной технологии в промышленности.
Согласно ГОСТ 13 183-83 производятся ЛСТ марки А (жидкие, содержат сухих веществ не менее 47%, плотность - не менее 1230 кг/м3) и марки Т (твердые, более 76% сухих веществ); pH 20%-го раствора ЛСТ - не менее 4,4.
Твердые ЛСТ, хотя и более удобны для транспортирования, особенно в холодное время года (поставляются в виде глыб по 20 кг в бумажных мешках), однако из-за трудностей, возникающих при хранении (слипание), дозировке и растворении, применяются ограниченно.
Для формовки по-сырому и по-сухому и для изготовления стержней в нагретой оснастке наиболее подходящими являются ЛСТ с натриевым основанием, а для ЖСС, отверждаемых СгОз, - ЛСТ с кальциевым основанием.
ЛСТ применяются в формовочных смесях в сочетании с глиной и другими связующими. Формовочные смеси только с одним ЛСТ не применяются, так как имеют низкие прочностные свойства (0,1-0,3 МПа), что обусловлено возникновением напряжений и трещин в пленке этого связующего при сушке вследствие значительного уменьшения объема ЛСТ (в 2,7 раза).
Для уменьшения напряжений в пленках в ЛСТ следует вводить пластификаторы (мочевину, глицерин) или инертные добавки (глину, маршалит), уменьшающие усадку и напряжение при высыхании. Прочность при растяжении формовочных смесей, содержащих 3% глины и 5% ЛСТ, после сушки при 160-180°С составляет не менее 0,6 МПа, а при добавке еще 5% маршалита - 0,6-0,8 МПа. Такой прочности часто недостаточно, особенно для стержней, поэтому ЛСТ комбинируют с другими связующими, например, при изготовлении стержней в нагретой оснастке применяют ЛСТ в сочетании с фенолоспиртом, карбамидной смолой и другими веществами.
Недостатком ЛСТ является невысокая термостойкость (~380°С). что ограничивает область их применения (используются при мелком и среднем литье). Кроме того, ЛСТ, как и все водорастворимые связующие, имеют повышенную гигроскопичность, что приводит к снижению прочности стержня (формы) при хранении. Однако при вводе гидрофобных добавок (бентон, парафин, жиры) в ЛСТ гигроскопичность их уменьшается.
На основе ЛСТ и гидрофобных продуктов переработки нефти и сланцев (петролатума, битума) созданы комбинированные (эмульсионные) связующие, которые позволяют достичь более высокой прочности, чем каждое из них в отдельности. Кроме того, эти связующие негигроскопичны. Наиболее распространены следующие эмульсионные связующие: СП - состоит из 95% ЛСТ и 5% окисленного петролатума; СБ - содержит 80-85% ЛСТ и 15-20% ГТФ. Прочность при растяжении формовочных смесей с 4-5% этих связующих после сушки при 220-240°С составляет 0,5-0,6 МПа (5,0-6,0 кг/см2).
Дата добавления: 2019-10-16; просмотров: 1797;