Производство чугуна 5 страница
С целью улучшения условий деформации металла полезно вести процесс прессования при низких температурах (насколько позволяет мощность пресса). Сопротивление деформации при этом возрастает, но равномерность истечения увеличивается.
Неравномерность деформации и величину пресс-утяжки значительно снижает смазка контейнера, а также уменьшение шероховатости поверхностей контейнера и матрицы. Отрицательное влияние на характер течения металла по поверхности пресс-шайбы оказывает ее качественная торцевая поверхность – улучшаются условия течения центральной зоны и пресс-утяжка увеличивается. Торцевую поверхность пресс-шайбы необходимо делать рифленой с загрубленной поверхностью.
Наибольшая равномерность деформации металла достигается при гидропрессовании, когда пресс-штемпель отсутствует и на заготовку воздействует жидкость высокого давления. При истечении металла рабочая жидкость, опережая металл, тонким слоем вытекает вместе с изделием, обеспечивая режим гидродинамического трения.
Так как жидкость течет быстрее металла, то силы трения направлены в сторону его движения и не тормозят, как при механическом прессовании, а способствуют процессу. Гидравлическое прессование применяют при прессовании очень хрупких металлов, а также при прессовании биметаллических прутков из специальных заготовок.
При производстве прутков из сплавов, особенно склонных к образованию пресс-утяжек (латуни, бронзы и т.д.), применяют прессование с рубашкой. Рубашка образуется при срезании пресс-шайбой поверхностного слоя слитка. Она сдерживает скольжение металла по торцевой поверхности пресс-шайбы, тем самым резко снижая склонность к пресс-утяжке. При прессовании с рубашкой верхние дефектные слои не попадают в канал матрицы, поэтому качество получаемых изделий выше. Недостатки прессования с рубашкой – высокая стоимость, затрудненное извлечение рубашки и пресс-остатка.
Одним из эффективных методов борьбы с неравномерностью деформаций является прессование через многоканальные матрицы.
Плоская матрица с несколькими каналами применяется прежде всего при прессовании мелких прутков (диаметром 15-40 мм) для увеличения производительности. При выборе этого процесса улучшаются условия истечения металла: деформация внутри контейнера выравнивается, сосредотачиваясь вблизи зон истечения, а пресс-утяжка разбивается на отдельные участки, глубина которых меньше, чем при течении через один канал. Однако общие скоростные закономерности истечения металла из контейнера сохраняются, т.е через центральные каналы металл вытекает быстрее, чем через периферийные, поэтому длина центральных прутков будет больше периферийных.
При течении через один канал различные элементы профиля (особенно несимметричного) вытекают с разной скоростью и взаимодействуя между собой, искривляют или скручивают и разрушают профиль. Многие профили нельзя выпрессовывать прямыми через однократную матрицу. Если же в матрице имеются дополнительные каналы, отводящие избыток металла из быстротекущих зон, то можно значительно выравнять скорости деформации элементов фасонного профиля, что позволяет исключить вышеуказанные негативные проявления или хотя бы значительно их уменьшить.
Весьма эффективным средством борьбы с неравномерностью деформации является обратное прессование металла.
Пластическая деформация сосредоточена в непосредственной близости к матрице. Центральные слои вступают в пластическую деформацию на более поздней стадии, чем при прямом прессовании. При обратном прессовании пресс-утяжка образуется гораздо позже, чем при прямом. Мертвые зоны имеются, но их величина значительно меньше, поэтому большее количество дефектов заготовки с поверхности попадает в прессованное изделие. Чтобы получить качественное изделие, необходимо слиток обдирать, что удорожает продукцию.
Усилие прессования является основной технологической характеристикой процесса прессования, определяющей возможности оборудования и самого процесса.
В общем случае усилие прессования уравновешивает следующие силы:
 ,
,
где Tкр – силы трения на поверхности контейнера и оправки; Тм – трение в конусной части матрицы; Тн – трение в калибрующей части матрицы; Тш – трение на контакте металла и пресс-шайбы; R – силы сопротивления пластической деформации; ±Q – силы противодавления или натяжения.
3.6. Свободная ковка
Ковкой называется процесс обработки металла, находящегося в пластическом состоянии под действием бойка молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при необходимости подкладного инструмента.
Изделие, полученное ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массу от нескольких граммов до сотен тонн.
Большие поковки получают непосредственно из слитков, поковки средних и малых размеров – из прокатных заготовок.
Ковку применяют в условиях единичного и мелкосерийного производства. Заготовку куют между нижним (неподвижным) и верхним (подвижным) бойками молота или пресса.
Узкие углубления, пазы, канавки, отверстия малых диаметров при ковке получить трудно, а в некоторых случаях и невозможно. Поэтому эти элементы ковкой обычно не выполняют, а оставляют в соответствующих местах поковок излишек металла – напуски. Размеры поковок по сравнению с размерами готовых деталей увеличивают на величину припусков, удаляемых затем при обработке резанием.
Основные операции свободной ковки представлены на рис.30.
Осадка – увеличение площади поперечного сечения с одновременным уменьшением высоты. Во избежание изгиба продольной оси осаживаемой заготовки ее длина не должна превышать диаметр более чем в 2,5 раза (Н £ 2,5d).
Осадку части заготовки называют высадкой. Высаживать можно головки болтов, заклепок и т.д.
Протяжка – увеличение длины заготовки за счет уменьшения площади ее сечения. Ее осуществляют последовательным обжатием заготовки с постепенной подачей ее вдоль оси и поворотом ее вокруг этой оси после каждого обжатия. Протяжку применяют при ковке длинных поковок.
Прошивку выполняют в три приема. Сначала ударами молота глубоко вгоняют в поковку инструмент – прошивень. Затем поковку с застрявшим в ней прошивнем переворачивают, кладут на подкладное кольцо и легким ударом удаляют прошивень из отверстия. Это глухое отверстие называют наметкой, а оставшийся слой металла – пленкой. Затем прошивнем удаляют и оставшийся слой металла – пленку. Образующийся при этом отход металла называют выдрой.
|

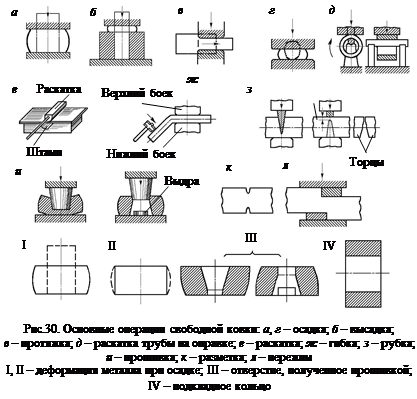
Рубку обычно осуществляют в два приема. Сначала заготовку надрубают топором, а затем, перевернув на 180°, квадратом отсекают надрубленную часть.
Массу заготовки для средней поковки определяют, суммируя массы обработанной детали, припусков и напусков, технологических отходов (выдры) и угара металла (от 1,5 до 3 %).
Перед ковкой заготовку нагревают до температуры ковки в камерной печи или другом нагревательном устройстве. Как правило, ковка начинается с осадки заготовки для получения улучшенной структуры металла.
Молот, необходимый для ковки, выбирают по массе падающих частей G по справочным таблицам в зависимости от массы и сложности формы поковок.
Грубо массу можно определить по следующей формуле:
 ,
,
где k – величина удельного сопротивления металла деформированию при температуре окончания процесса ковки, Н/м2; F – площадь проекции поковки на плоскость бойка в конце ковки, м2.
Если ковку выполняют на прессе, то необходимое усилие пресса выбирают примерно равным массе падающих частей молота в килоньютонах, умноженному на 1000.
Для ковки используют пневматические или паровоздушные молоты и ковочные гидравлические прессы.
3.7. Штамповка
При горячей объемной штамповке формообразование поковок осуществляется в специальных инструментах – штампах, рабочие полости (ручьи) которых допускают течение деформируемого материала только в определенном направлении и до определенных пределов. Так обеспечивается принудительное получение заданной формы и размеров поковки.
Штамповка во много раз производительнее ковки, так как при штамповке в большинстве случаев деформируемый материал сразу или быстро, за несколько ударов, принимает форму ручья штампа, а нередко окончательную форму поковки. Окончательную поковку получают, как правило, за несколько переходов. Штамповка позволяет получать поковки усложненной формы, невыполнимые при ковке. Напуски при штамповке уменьшаются. Штамповка обеспечивает более высокую точность и чистоту поверхности поковок. Это позволяет в два-три раза уменьшить припуски и допуски поковок. Благодаря этому несопрягаемые поверхности деталей, изготовленных из штамповочных поковок, можно не обрабатывать резанием.
Горячую объемную штамповку широко применяют главным образом в массовом и крупносерийном производстве, так как при малом количестве поковок изготовление штампов экономически не выгодно.
Штампы для объемной штамповки бывают открытые и закрытые.
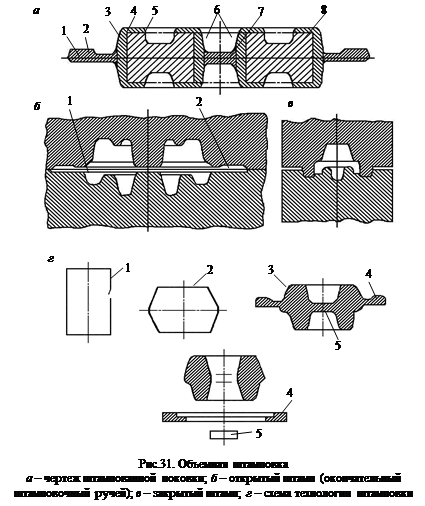
Открытыми называют штампы, у которых вдоль всего внешнего контура окончательного штамповочного ручья сделана специальная облойная канавка 2 (рис.31).
При штамповке в эту канавку через узкую щель – мостик 1 – вытекает часть металла заготовки, образуя по контуру канавки облой. Для создания облоя заготовки при штамповке в открытых штампах массу исходной заготовки несколько увеличивают, что ведет и к увеличению технологических отходов металла.
 Чертеж штампованной поковки разрабатывают по чертежу готовой детали. Сначала устанавливают необходимое направление расположения волокон металла. Это направление обычно соответствует направлению наибольших эксплуатационных нагрузок детали. Затем выбирают плоскость разъема (поверхность, которая делит поковку на верхнюю и нижнюю части). Устанавливают величину припусков 4, напусков, штамповочных уклонов 3, радиусов переходов 5, допусков, а затем их наносят на чертеж. Штамповочные уклоны способствуют легкому удалению поковки из штампа. Переходы и радиусы обеспечивают лучшее течение металла, способствуют повышению стойкости штампов. Величины припусков выбирают по нормалям.
Чертеж штампованной поковки разрабатывают по чертежу готовой детали. Сначала устанавливают необходимое направление расположения волокон металла. Это направление обычно соответствует направлению наибольших эксплуатационных нагрузок детали. Затем выбирают плоскость разъема (поверхность, которая делит поковку на верхнюю и нижнюю части). Устанавливают величину припусков 4, напусков, штамповочных уклонов 3, радиусов переходов 5, допусков, а затем их наносят на чертеж. Штамповочные уклоны способствуют легкому удалению поковки из штампа. Переходы и радиусы обеспечивают лучшее течение металла, способствуют повышению стойкости штампов. Величины припусков выбирают по нормалям.
Размеры ручьев штампа устанавливают, учитывая расширение металла при нагреве до температуры поковки.
При горячей объемной штамповке на молотах и прессах обычно не удается получать в поковках сквозные отверстия. Поэтому их заменяют встречным выемками – наметками 6, между которыми остается пленка 7 толщиной 5-7 мм. Облой 1, 2 и пленку 7 удаляют после штамповки при обрезке.
 Масса заготовки для поковки в открытом штампе определяется следующим образом:
Масса заготовки для поковки в открытом штампе определяется следующим образом:
Gз = Gп + Gуг + Gобл,
где Gп– масса поковки, кг; Gуг – масса отхода на угар, кг; Gобл – масса облоя, кг.
Штампы, в которых металл деформируется в закрытом пространстве, называют закрытыми, а штамповку в них безоблойной.
При безоблойной штамповке расход металла сокращается:
Gз = Gп + Gуг.
Закрытые штампы обычно сложнее открытых. Безоблойная штамповка многих поковок, особенно сложной формы, еще не освоена. Основная причина этого заключается в том, что при штамповке в закрытых штампах необходимо строго контролировать величину угара и точно дозировать металл.
Общая технология изготовления поковок горячей объемной штамповкой обычно состоит из следующих операций.
· рубка (обрезка) заготовки;
· нагрев заготовки;
· собственно штамповка (в несколько переходов или даже операций: осадка и окончательная штамповка);
· обрезка облоя и прошивка пленки;
· термообработка;
· очистка от окалины;
· при необходимости калибровка или чеканка.
Штамповка на молотах
|
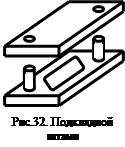
Поковки штампуют на молотах в подкладных и молотовых штампах. В подкладных штампах штампуют простые поковки, количество которых недостаточно для экономически целесообразного применения более сложных подкладных штампов.
Подкладной штамп (рис.32) может состоять из двух половин, взаимно ориентируемых штырями, входящими в ответные отверстия. В каждой половине штампа сделаны рабочие ручьи, соответствующие форме и размерам горячей поковки. Штамповка в подкладных штампах осуществляется ударами бойка молота по верхней половине штампа.
|
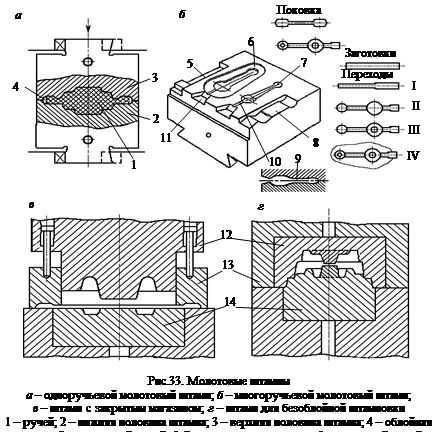
В молотовых штампах (рис.33) штампуют поковки более сложной формы, получаемые в достаточно больших количествах.
Молотовые штампы бывают одноручьевыми и многоручьевыми. В последних штампуют поковки сложной формы, заготовки для которых приходится деформировать последовательно в нескольких ручьях штампа.
Молотовые штампы состоят из верхней и нижней половин, в которых сделаны соответствующие ручьи. Половины штампа соответственно прикреплены к бабе молота и к подушке шабота молота хвостовиками и клиньями. Ручьи штампа подразделяются на заготовительные и штамповочные. Заготовительные ручьи служат главным образом для предварительного перераспределения металла заготовки вдоль ее продольной оси. К этой группе относят ручьи: пережимной, подкатной, протяжной, формовочный, гибочный, площадки для осадки и расплющивания. В пережимном ручье производят местное расплющивание заготовки за один удар молота.
В подкатном ручье осуществляют отбор металла в одних местах заготовки за счет уменьшения ее поперечного сечения в других. Металл набирают за несколько ударов молота. После каждого удара заготовку кантуют на 90° вокруг ее продольной оси. В формовочном ручье заготовке за один удар придают форму поковки в плоскости разъема. Штамповка в предварительном и окончательном штамповочных ручьях обычно производится за несколько ударов молота.
Штамповку в молотовых штампах выполняют на паровоздушных или фрикционных молотах с массой падающих частей 0,5-20 и 0,5-2 т соответственно.
Штамповка на кривошипных ковочно-штамповочных прессах (ККШП)
Штамповкой на ККШП можно изготавливать поковки сложной формы. Эта штамповка производится главным образом осаждением, расплющиванием и выдавливанием с образованием облоя или без него. Штампы состоят из верхней и нижней ручьевых вставок, которые устанавливаются в универсальном блоке, состоящем из верхней и нижней плит, взаимно ориентированных направляющими колоннами и втулками. Ручьевые вставки опираются на подкладные плиты и удерживаются клиньями и прихватами.
Заменяя комплекты ручьевых вставок в одном и том же блоке, можно штамповать различные поковки. Штампы на ККШП оснащаются выталкивателями, обеспечивающими принудительное выталкивание поковок из ручьев штампов. Это позволяет изготовить поковки с меньшими поковочными уклонами, а точное взаимное расположение половин штампа при помощи направляющих втулок и колонок позволяет значительно уменьшить припуски и допуски у поковок.
При штамповке на ККШП окалина с заготовки часто не сбивается, как при штамповке на молотах, и может заштамповываться в поковку. Поэтому необходимо или нагревать заготовки безокислительными методами, или удалять окалину принудительной обивкой или гидрочисткой (2-3 с поковку охлаждают водой). Усилие, развиваемое ККШП, составляет 5-80 МН.
Штамповка на горизонтально-ковочных машинах (ГКМ)
На горизонтально-ковочных машинах (ГКМ) обычно штампуют поковки типа стержней с всевозможными головками и утолщениями, типа простых и сложных колец и т.п. Высадка в большинстве случаев представляет собой высадку нагретого конца прутка или мерной заготовки с заполнением металлом рабочей полости пуансона и матрицы. При штамповке колец высадка пополняется безотходной прошивкой. Процесс штамповки сводится к следующим операциям (рис.34).
Пруток 1 (нагретая заготовка) вводится между полуматрицами 2 и 3 машины до упора 4, зажимается между неподвижной 2 и подвижной 3 полуматрицами и высаживается пуансоном 5.
Кроме высадки и прошивки, на ГКМ можно выполнять отрезку, гибку, пережим заготовки. Матрицы штампов ГКМ имеют три-пять ручьев и более, столько же должно быть и пуансонов. Ручьи штампов и пуансоны располагаются вертикально один под другим.
При штамповке поковок типа стержней с головками диаметр заготовки выбирают равным диаметру стержневой части поковки, а головку высаживают. Головку высаживают в одном ручье, если длина необходимой для этой части заготовки не более 2,5-3 от ее диаметра.
При штамповке колец металл набирают высадкой, а затем в завершающем ручье выполняют прошивку. ГКМ изготавливаются с номинальными усилиями от 1 до 30 МН, число ходов от 100 до 20 в мин.

|
Холодная объемная штамповка
Холодной штамповкой получают тонкие (9-11 квалитет точности) и чистые (шероховатость поверхности Ra = 1,25-0,32) детали из стали, цветных металлов и сплавов.
При холодной объемной штамповке металл приобретает наклеп. Этим способом штампуют небольшие и средние детали диаметром 80-100 мм и длиной 100-200 мм.
К холодной объемной штамповке относят объемную штамповку осадкой, выдавливанием (прессованием), холодную осадку, калибровку, чеканку, выдавливание полостей в массивных заготовках. Объемной штамповкой осадкой изготавливают мелкие рычаги, защелки и т.д. Ее выполняют в открытых и закрытых штампах. Объемной штамповкой с прямым, обратным и комбинированным выдавливанием (прессованием) изготовляют небольшие детали типа тел вращения. Ее осуществляют в массивных закрытых штампах-матрицах.
При холодной объемной чеканке изделие деформируют в закрытом штампе без образования заусенца.
Листовая штамповка
Листовую штамповку применяют для изготовления плоских пространственных тонкостенных изделий из листового, ленточного полосового металла и неметаллических материалов.
Листовая штамповка осуществляется в штампах на прессах или в штампах без применения прессов (беспрессовая штамповка).
Листовой металл толщиной 0,15-4 мм называют тонколистовым, его штампуют обычно в холодном состоянии. Листовой металл толщиной 4-60 мм называют толстолистовым. При меньших толщинах его штампуют в холодном состоянии, а при больших обычно в горячем.
Листовые штампованные детали и изделия отличаются достаточной точностью (10-12 квалитет), хорошей взаимозаменяемостью. На металлорежущих станках их обычно не обрабатывают.
Основные преимущества листовой штамповки:
· возможность изготовления прочных, жестких, тонкостенных деталей или изделий простой и сложной формы, получать которые другими методами обработки затруднительно или невозможно;
· высокая производительность, экономичный расход металла и простота процесса;
· широкие возможности и относительная простота механизации и автоматизации процесса обработки.
Операции листовой штамповки подразделяют на разделительные, при которых одна часть металла отделяется от другой; формоизменяющие, при которых изменяются пространственные формы заготовки; комбинированные и штампосборные, при которых отдельные детали соединяются в единую конструкцию путем обработки давлением.
К разделительным операциям относят резку, вырубку, пробивку, обрезку, зачистку, надрезку, проколку и просечку.
Криволинейная резка может производиться на дисковых ножницах с коническими ножами или на высечных ножницах.
Вырубка – единовременное отделение материала от заготовки или отхода по замкнутому контуру, причем отделяемая часть является изделием.
Пробивка – получение отверстий отделением материала по замкнутому контуру внутри детали.
Обрезка – отделение технологических отходов у полуфабрикатов.
Проколка – получение безотходного отверстия в тонкостенной заготовке.
Просечка – вырубка или пробивка неметаллических материалов.
Разрезание металла при разделительных операциях происходит в несколько стадий. Сначала пуансон слегка изгибает металл, несколько вдавливается в него и вдавливает его в матрицу. Затем пуансон и матрица надрезают металл. Далее по линии надреза появляются трещины скалывания. Эти трещины сходятся, и металл разделяется.
Рез в штампе и на ножницах получается наклонным и нечистым. Для правильного образования трещины скалывания между пуансоном и матрицей должен быть определенный зазор z. Его величина зависит от свойств, состояния и толщины разрезаемого металла. Если зазор больше или меньше необходимого, рез получается со значительным заусенцем.
К формообразующим операциям листовой штамповки относят правку, гибку, вытяжку, протяжку, выпучивание (формовку), отбортовку и разбортовку, листовую накатку (зиговку), профилировку, закатку и другие операции.
Правка – устранение неровностей и искривлений плоских деталей после вырубки, пробивки, а также для исправления отдельных элементов формы деталей после гибки или других формоизменяющих операций.
Вытяжка – получение в штампах полых пространственных полуфабрикатов из плоских или полых заготовок.
Протяжка – вытяжка с утонением, применяемая для изготовления полых тонкостенных деталей.
Отбортовка – получение борта по наружному контуру заготовки.
Разбортовка – образование борта по контуру ранее выполненного отверстия.
Формовка – изменение формы заготовки посредством местных деформаций, например, увеличение диаметра средней части полой детали.
| |
| |
Дата добавления: 2019-04-03; просмотров: 492;