Плавка с нерасходуемым электродом
ПЛАВКА РЕДКИХ МЕТАЛЛОВ
Металл в виде губки или электролитического порошка непригоден для изготовления компактных изделий. Прутки иодидного металла иногда используют для непосредственной обработки, но диаметр даже самых больших прутков мал для изготовления крупных изделий. Метод порошковой металлургии также не дает возможности получить изделия больших габаритов и высокой плотности. Для получения листового металла пли каких-либо крупных конструкций необходимо переработать порошок, губку или прутки в достаточно большие заготовки. Для этого используют методы плавки.
Технология плавки очень сложна и определяется следующими факторами: редкие металлы при высокой температуре представляют собой химически чрезвычайно активные вещества, которые энергично взаимодействуют почти со всеми огнеупорными материалами и при температуре плавления активно поглощают газы из окружающей атмосферы. В то же время даже незначительные примеси кислорода и особенно азота и водорода резко ухудшают пластичность металла, увеличивают его хрупкость. Например, титан, пригодный для прокатки, должен содержать не больше 0,1% кислорода, 0,003% азота и 0,015% водорода. Отсюда вытекают два основных требования к процессу плавки редких металлов: она должна проводиться в вакууме или в атмосфере инертного газа и в тигле из материала, который не загрязняет расплавленного редкого металла.
Поэтому из применяемых методов плавки редких металлов (дуговая плавка, индукционная, в печах сопротивления и т. д.) самым перспективным промышленным методом считается дуговая плавка, так как в этом случае вопрос о материале тигля решается наиболее просто. Дуговая плавка позволяет получать слитки титана массой до нескольких тонн, циркония - свыше полутонны и т. д.
ПЛАВКА В ДУГОВОЙ ПЕЧИ
Плавка в дуговой печи может осуществляться как с нерасходуемым, так и с расходуемым электродом.
Плавка с нерасходуемым электродом
Основной деталью дуговой печи с нерасходуемым электродом (рис. 88) является водоохлаждаемый электрод, на котором укрепляется наконечник. Материал наконечника должен иметь высокую температуру плавления, низкое давление пара при рабочей температуре, большую теплопроводность, электропроводность и механическую прочность при температуре дуги.
Таким требованиям отвечают вольфрам и торированный вольфрам. Иногда .применяют плотный графит. В печи используют водоохлаждаемый медный тигель толщиной не менее 4-5 мм, который оказался наиболее пригодным для плавки редких металлов, так как теплопроводность меди настолько велика, что расплавленный металл вблизи стенки затвердевает прежде, чем он сплавляется с медью, поэтому для расплава как бы образуется тигель из того же самого металла.
Для процесса плавки необходимо наличие очень чистой инертной атмосферы. Обычно плавку ведут или в вакууме, или в газовой смеси, состоящей из 20% Аг и 80% He, но чаще в вакууме, так как аргон необходимо тщательно очищать от примесей кислорода. Плавку с нерасходуемым электродом ведут на постоянном токе, положительный полюс подводится к изложнице, отрицательный –к электроду. При работе на переменном токе возникает повышенный расход материала наконечника электрода, что загрязняет слиток.
Необезгаженную титановую губку плавят в вакууме, так как она содержит большое количество сорбированных газов.
Перед плавкой в печи создают вакуум 10-3—10-4 мм рт.ст. При плавке давление остаточных газов в камере печи составляет 10-2—10-4 мм рт.ст., причем давление над расплавом металла на порядок выше, чем в камере. В узком зазоре между электродом и расплавом находятся ионизованные пары металла, наличие которых обеспечивает горение дуги.
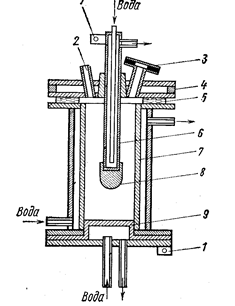
Рис. 88. Схема дуговой печи с нерасходуемым электродом (Основы металлургии. Т. 3. 1963. рис. 29): 1 - подвод постоянного тока; 2 - откачка, подача титановой губки; 3 – смотровое окно; 4 – водоохлаждаемая крышка печи; 5 – изоляция; 6 – водоохлаждаемый электродержатель; 7- медный водоохлаждаемый тигель; 8- электрод; 9 – водоохлаждаемый поддон.
Перед зажиганием дуги на изложницу кладут немного металла. Дугу зажигают, опуская электрод до контакта с металлом, находящимся на поддоне изложницы.
В процессе плавки губка подается в дугу с помощью специального питателя. Слиток нарастает, причем он расплавлен только в той своей части, которая находится в пламени дуги. Процесс дуговой плавки можно рассматривать как последовательно перемещающуюся сварку. В тигле с внутренним диаметром 100 мм имеется ванна расплавленного металла глубиной 6,35-12,7 мм. По мере увеличения слитка медный поддон опускается.
Положение дуги управляется электромагнитом. Поле соленоида стягивает столб дуги и предотвращает его смещение. Электромагнитное поле также вызывает вращение расплава и его перемешивание.
Иногда используют дуговые печи с тремя вольфрамовыми электродами.
В дуговых печах с нерасходуемым электродом слитки могут быть загрязнены вольфрамом. Это происходит потому, что необезгаженная губка при плавке сильно разбрызгивается. Брызги попадают на электрод, образуя с вольфрамом сплав, который капает с электрода в расплавленную ванну, загрязняя переплавленный металл.
При использовании электродов из плотного графита в полученных слитках наблюдается повышенное содержание углерода (-0,05%).
Печи с нерасходуемым электродом применяют в лабораторной практике, когда требуется выплавка образцов разного шихтового состава.
Дата добавления: 2019-04-03; просмотров: 785;