Тонкостенные сосуды
С позиций конструктивного оформления сварных соединений и технологии изготовления сосуд считают тонкостенным, если толщина стенки не превышает 7-10 мм.
Тонкостенным сосудам обычно придают форму цилиндра, сферы или тора (рис. 10.12).
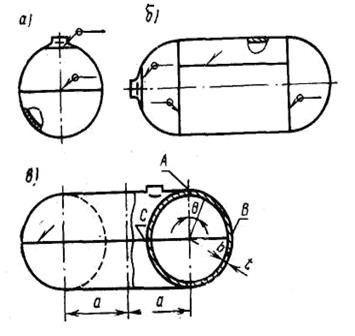
Рис.10.12. Характерные типы тонкостенных сосудов:
а – сферический; б – цилиндрический; в - торовый
Выбор формы может определяться различными соображениями. Сферический сосуд при заданной емкости имеет минимальную массу, который можно компактно разместить, например, вокруг камеры сгорания ЖРД, цилиндрическая форма сосуда обеспечивает наиболее технологичное конструктивное оформление. Соединения осуществляют продольными, кольцевыми и круговыми швами. Тонкостенные сосуды обычно являются конструктивными элементами различных транспортных установок. В тех случаях, когда не требуется экономия массы, используют хорошо сваривающиеся материалы невысокой прочности. В зависимости от свариваемости металла и его чувствительности к концентрации напряжений представления о технологичности одного и того же конструктивного оформления могут оказаться различными. Характерная для низкоуглеродистых сталей хорошая свариваемость и малая чувствительность к концентрации напряжений позволяют использовать любые типы сварных соединений. Поэтому при использовании таких материалов главной задачей ставится снижение трудоемкости изготовления изделия. Примером этого служат конструкции тормозных воздушных баллонов грузовых автомобилей, изготовляемых в условиях крупносерийного и массового производства, когда технологичность изделия особенно важна. Такой баллон (рис. 10.13 а) имеет обечайку из горячекатаной стали 20кп и два штампованных днища из стали 08кп толщиной 2,5 мм. К днищу дуговой или рельефной сваркой приварены бобышки. Соединение днища с обечайкой нахлесточное. Такое решение облегчает механизацию сборки путем одновременной запрессовки обоих днищ в обечайку. Для этого отбортованной части днищ придают коническую форму, обеспечивающую центровку их относительно обечайки при сборке. Ацетиленовый баллон (рис. 10.13 б) выполнен из более прочной низколегированной стали 15ХСНД, и нахлесточные соединения при его изготовлении недопустимы. Все рабочие соединения стыковые, причем кольцевые швы допускается выполнять на подкладках.
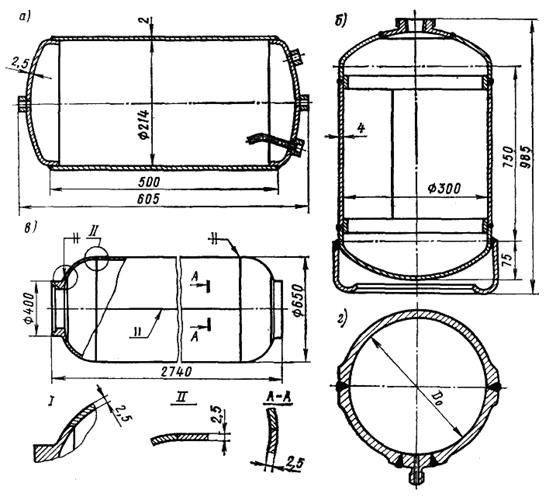
Рис.10.13. Тонкостенные сосуды:
а – тормозной резервуар грузового автомобиля; б – ацетиленовый баллон; в – сосуд высокого давления; г – шар-баллон из титанового сплава
При использовании высокопрочной стали 25ХСНВФА (σв =1400 МПа) подкладные кольца у стыковых соединений уже применять нельзя (рис. 10.13 в).
Иногда для понижения рабочих напряжений в зоне сварного соединения увеличивают толщину металла в местах расположения швов (рис. 10.13 г).
Напряжения в продольном шве цилиндрической части радиусом R с толщиной стенки s
σ =pR/s, (10.22)
а в поперечном шве
σ1=pR/(2s). (10.23)
Напряжения в сферической части радиуса Ro с толщиной so составляют
σo =pRo /(2so). (10.24)
Действительная конструктивная прочность сосудов в результате концентрации напряжений может оказаться ниже предельной. Большое влияние оказывает отношение σт/σв. В случае если σт/σв=0,6 - 0,75, конструктивная прочность сосуда приближается к предельной. Если σт/σв=0,9, то конструктивная прочность может оказаться значительно меньше предельной.
Если в тонкостенном сосуде создается вакуум, то оболочки надо проверить на устойчивость. Цилиндрические оболочки при длине L<10r, где r -радиус цилиндра, проверяются по формуле
σкр=0,55Е r (s/r)3/2 /L, (10.25)
где σкр - критическое напряжение; s -толщина оболочки, Е - модуль упругости.
Устойчивость сферической оболочки определяется формулой
σкр=0,1 Es/r. (10.26)
Допускаемое напряжение [σ]≤ σкрm, где m=0,8 - коэффициент условий работы.
Тонкостенные сосуды в виде различных тормозных баллонов для наземного транспорта изготовляют крупными сериями, используя хорошо свариваемые материалы относительно невысокой прочности. Примером может служить воздушный тормозной резервуар железнодорожного вагона из углеродистой стали. Он имеет отбортованные днища, приваренные к обечайке стыковым соединением. Его выполняют либо на остающемся подкладном кольце (рис 10.14 а), либо с проточкой отбортованной части днища (рис 10.14 6).
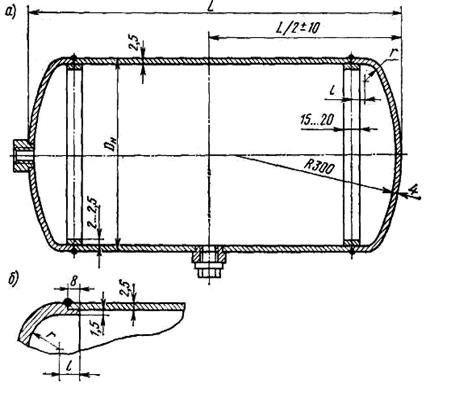
Рис.10.14. Воздушный тормозной резервуар железнодорожного вагона
Чем больше диаметр DH, тем более нагруженными оказываются резервуары; при расчете на прочность учитывают возможность уменьшения толщины стенок в результате коррозии на 0,7-1 мм. Коэффициент запаса прочности n = σв/ [σ]р принимают не менее 3,5.
Сосуды со стенками средней толщины (до 40 мм) широко используются в химическом аппаратостроении, а также как емкости для хранения и транспортирования жидкостей и сжиженных газов. Нередко требуется защита рабочей поверхности аппарата от коррозионного воздействия среды и сохранение вязкости и пластичности материала несущих конструктивных элементов при низкой температуре. Поэтому используемые материалы весьма разнообразны: углеродистые и высоколегированные стали, медь, алюминий, титан и их сплавы. Так как для обеспечения необходимого срока службы аппарата достаточно иметь слой коррозионно-стойкого материала толщиной всего несколько миллиметров, то нередко используют двухслойный прокат. Аппаратуру емкостного типа обычно выполняют в виде цилиндрических сосудов. При избыточном давлении 0,4-1,6 МПа и выше, а также в емкостях, используемых для транспортировки жидкостей, соединения листовых элементов обечаек и днищ выполняют только стыковыми.
Барабаны котлов
В состав котельных агрегатов входят барабан, экономайзеры, пароперегреватели и камеры. Барабаны котлов высокой производительности имеют диаметры 1600-1800 мм, толщина их стенок достигает 100 мм. Барабан по длине состоит из отдельных обечаек; днища барабанов, как правило, штампованные. Все соединения выполняются электрошлаковой и дуговой сваркой.
Для котельных сосудов типа барабанов (рис. 10.15) характерно большое число штуцеров различного назначения.
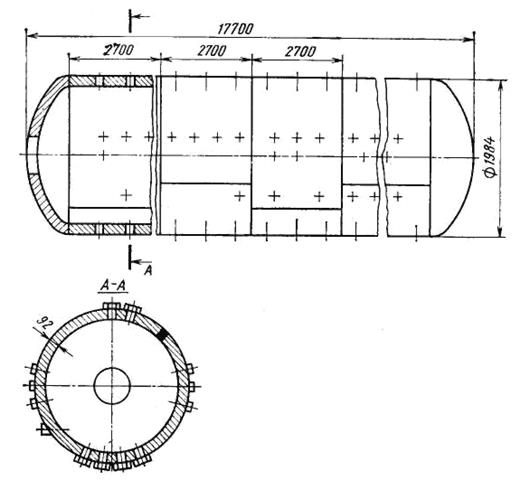
Рис.10.15. Общий вид сварного барабана котла
Поэтому при проектировании котельного оборудования большое внимание уделяют определению допустимого размера неукрепленного отверстия и расчету укрепления отверстий. Учет ослабления стенки отверстием осуществляют введением коэффициента φ. При продольном расположении отверстий
φпрод = (t - d)/ t, (10.27)
где t - расстояние между центрами отверстий в продольном направлении; d- диаметр отверстия.
Если диаметр отверстия превышает допускаемый (dпр), то должна быть увеличена толщина стенки сосуда или отверстие должно быть укреплено приваркой утолщенного штуцера или накладки (рис. 10.16).
В сосудах, работающих при температуре выше 300 °С при толщине обечайки более 40 мм, применение накладок не рекомендуется из-за опасности появления значительных температурных напряжений. Для них более рационально укрепление отверстия штуцером (рис. 10.16 б) или вваркой стыковым швом элемента большей толщины (рис. 10.16 г). Площадь сечения сварных швов fсв. присоединяющих штуцера или накладки к укрепляемому элементу, принимают без учета усиления.
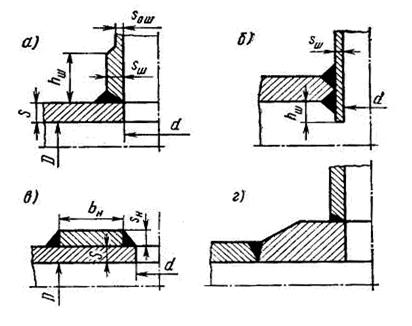
Рис.10.16. Типы укрепления отверстий сосудов: а – утолщенным штуцером; б – штуцером, не испытывающем давления; в – накладкой; г – вваркой утолщенного листа
Разделка под приварку штуцеров должна обеспечивать соединение их с барабаном или камерой по всей толщине штуцера. Разрешается приваривать штуцера без разделки, если при ручной дуговой сварке толщина их стенки не более 10 мм и при автоматической дуговой сварке под флюсом - не более 15 мм.
Рассмотренный метод расчета не учитывает влияния местной концентрации напряжений у отверстий. Полагают, что при высокой пластичности сталей появление местных небольших упругопластических деформаций не снижает работоспособности конструкций. При действии переменных нагрузок прочность сосудов может снижаться, особенно при использовании высокопрочных сталей (σв =800 - 900 МПа). Разрушения образуются в зонах концентрации напряжений: в местах приварки фланцев, труб, патрубков, штуцеров. Вероятность малоциклового разрушения заметно возрастает, когда в зоне концентрации оказываются дефекты.
Для надежной работы котлов и сосудов большое значение имеют пластические свойства металла и низкий уровень остаточных напряжений. Поэтому сварные конструкции котлов подвергают термической обработке. Для устранения остаточных напряжений в конструкциях из низкоуглеродистой стали достаточно высокого отпуска при T=600 - 650 °С.
Дата добавления: 2018-03-02; просмотров: 4887;