Сварные соединения, выполняемые дуговой сваркой
Существует несколько наиболее распространенных способов дуговой сварки.
Ручная дуговая сваркаявляется универсальным технологическим процессом. Этим способом сваривают конструкции во всех пространственных положениях, из разных марок сталей, цветных сплавов в случаях, когда применение автоматических и полуавтоматических методов не представляется возможным, например, при отсутствии требуемого оборудования, недостаточного освоения технологического процесса.
Соединения при автоматической и полуавтоматической сварке под слоем флюса, разработанной Институтом электросварки им. Е. О. Патона совместно с другими НИИ и заводами, широко применяются на заводах машиностроительной и строительной промышленности. Автоматической сваркой под флюсом сваривают изделия с широким диапазоном изменения толщин, как правило, от 1 до 50 мм, иногда и более.
Применение автоматической и полуавтоматической дуговой сварки в среде защитного углекислого газа, разработанной ЦНИИТМаш, Институтом электросварки им. Е. О. Патона, МГТУ им. Н.Э. Баумана и другими организациями, непрерывно расширяется. Этим способом производится укладка швов во всех пространственных положениях, хорошо свариваются элементы малых, средних и больших (до нескольких десятков миллиметров) толщин из углеродистых, низколегированных и некоторых высоколегированных сталей.
Конструкции из аустенитных, мартенситных и ферритных жаропрочных, теплоустойчивых сталей, многих алюминиевых, титановых, медных, магниевых и других сплавов также успешно свариваются в среде защитных газов.
Сварные соединения должны быть по возможности равнопрочными с основным металлом элементов конструкций при всех температурах во время эксплуатации, а также при всех видах нагрузок (статических, ударных и вибрационных).
Слабыми участками в сварных соединениях могут быть швы, зоны термического влияния и сплавления. Зоной термического влияния называют участок основного металла, прилегающий к швам, который в результате нагрева при сварке изменяет механические свойства. Последнее обстоятельство особенно имеет место при сварке термически обработанных, а также нагартованных сталей и сплавов. Улучшение механических свойств сварных соединений достигается:
1) выбором рациональной конструктивной формы соединения;
2) применением рациональных методов сварки;
3) термической и механической обработкой сварных конструкций после сварки.
Конструкции с равнопрочными сварными соединениями отвечают требованиям экономичности. Избыточная прочность сварного соединения по сравнению с целым элементом удорожает конструкцию и не улучшает условий ее эксплуатации. Недостаточная прочность сварного соединения снижает несущую способность всей конструкции и не позволяет полностью использовать рабочие сечения ее элементов. Поэтому из условия равнопрочности расчетные усилия соединений определяют:
- при растяжении Р=[σ]р·F; (4.3)
- при сжатии Р=[σ]сж·F; (4.4)
- при изгибе М=[σ]р·W, (4.5)
где [σ]р - допускаемое напряжение при растяжении; [σ]сж- допустимое напряжение при сжатии;
F - площадь поперечного сечения; W - момент сопротивления сечения.
В конструкциях со сварными соединениями сварные швы можно разделить на рабочие и связующие.
Чтобы установить различие между рабочими и связующими сварными швами, рассмотрим несколько примеров. На рис. 4.1 а изображены две полосы, соединенные стыковым швом. Полосы подвергаются растяжению. Очевидно, что при разрушении шва разрушится и вся конструкция. То же самое произойдет и в соединении, изображенном на рис. 4.1 б.
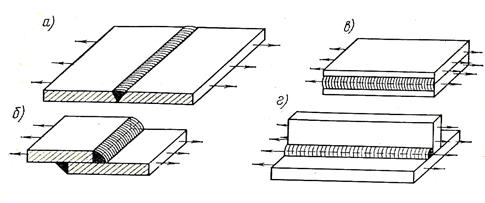
Рис. 4.1. Примеры рабочих (а, б) и связующих (в, г) швов
Сварные соединения, разрушение которых влечет за собой выход из строя конструкции, будем называть рабочими, а напряжения, действующие в этих соединениях, - рабочими напряжениями.
Совершенно иначе работает наплавленный металл в шве, соединяющем две полосы, показанные на рис. 4.1 в. Наплавленный металл, соединяющий полосы, деформируется вместе с основным металлом; при этом в нем возникают напряжения. Если модуль упругости наплавленного металла незначительно отличается от модуля упругости основного, то в швах при их работе в пределах упругих деформаций образуются напряжения приблизительно той же величины, что и в растягиваемых полосах. Эти напряжения, возникающие в швах, вследствие их совместной работы с основным металлом во многих случаях не опасны для прочности конструкции, и сварные швы называются связующими. Пример связующих швов показан и на рис. 4.1 г.
При расчете прочности сварных соединений определяют только рабочие напряжения. Исследования подтверждают, что в большинстве случаев при анализе прочности сварных конструкций связующие напряжения можно не учитывать. Основными типами сварных соединений являются соединения стыковые, нахлёсточные, тавровые, угловые. В сварных конструкциях наиболее целесообразны стыковые соединения.
Стыковые соединения.Подготовка кромок стыкового соединения определяется технологическим процессом сварки и толщиной соединяемых элементов. В табл. 4.5 приведены примеры подготовки кромок стыковых соединений при сварке под флюсом по ГОСТ 8713-79. Можно видеть, что обозначения С1, С2 и т. д. соответствуют определенному характеру выполнения шва (односторонний, двусторонний, на подкладке и т. д.) и форме подготовленных кромок. При других методах дуговой сварки подготовка кромок регламентируется ГОСТ 14771-76 (в защитном газе) и 5264-80 (ручная).
Таблица 4.5
Примеры стыковых соединений, выполняемых сваркой под флюсом
(ГОСТ 8713-79)
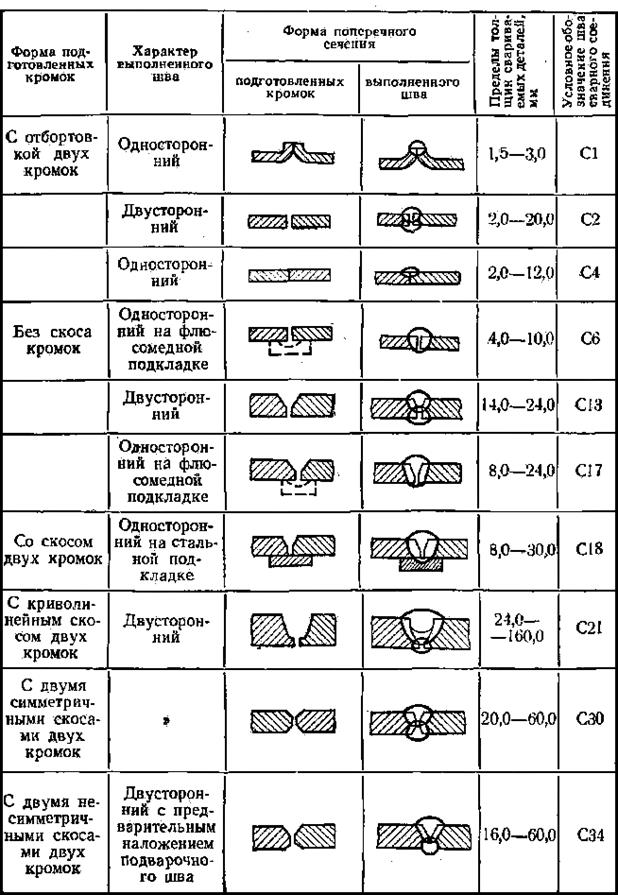
При выполнении многослойных стыковых швов в защитном газе все чаще используют щелевую подготовку кромок без их скоса. Этот прием требует тщательной укладки слоев, его применяют при сварке элементов толщиной до 50 мм. Как правило, стыковые швы делают прямыми, т. е. направленными перпендикулярно действующим усилиям. Если элемент работает на растяжение, то допускаемое усилие в сварном стыковом соединении
Р=[σ´]·s·l; (4.6)
при сжатии
Р=[σ´]сж·s·l; (4.7)
где s - толщина основного металла, так как усиление шва не учитывается; l-длина шва; [σ´]р- допускаемое напряжение растяжения сварного соединения; [σ´]сж - допускаемое напряжение сжатия сварного соединения.
Если [σ´]р = [σ]р, то сварной шов равнопрочен основному металлу.
При работе элементов из высокопрочных сталей наиболее слабым участком в сварном соединении оказывается не металл шва, а прилежащая к нему зона, которая в результате термического действия дуги или образования концентраторов напряжений может оказаться разупрочненной. В таких случаях необходимо заменить расчет прочности швов расчетом прочности соединений в ослабленных зонах с учетом особенностей механических свойств металла, его термической обработки и других факторов, зависящих от конкретных условий. Если стыковой шов направлен под углом α к усилию (чаще всего α=45º), то его следует считать равнопрочным основному элементу.
Нахлесточные соединения.В нахлесточных соединениях швы называются угловыми.
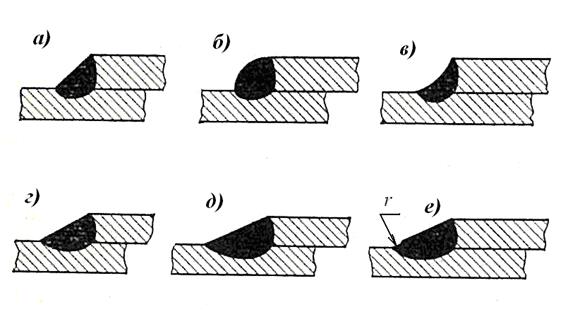
Рис. 4.2. Очертания угловых швов: а – нормальное; б – выпуклое;
в – вогнутое; г – с отношением катетов 1:1,5; д – с отношением катетов 1:2;
е – то же, с обработкой конца шва с радиусом r
При ручной дуговой сварке угловые швы имеют различные очертания: нормальные, условно принимаемые очерченными в форме равнобедренного треугольника, выпуклые, вогнутые (рис. 4.2 а-в). Выпуклые швы нецелесообразны ни с технической, ни с экономической стороны. Они требуют больше наплавленного металла и вызывают концентрацию напряжений. Целесообразны швы, имеющие очертания неравнобедренных треугольников с отношением основания шва к высоте 1,5 : 1 или 2:1 (рис. 4.2 г, д). В швах этого типа иногда производят механическую обработку концов, чтобы обеспечить плавное сопряжение наплавленного металла с основным (рис. 4.2 е). Подобного рода швы, как будет показано ниже, целесообразно применять в конструкциях, работающих при циклических нагружениях.
В широкой практике конструирования распространено применение угловых швов с нормальными очертаниями (рис. 4.2 а). Размер катета углового шва нормального очертания обозначают К.
Угловые швы при сварке под слоем флюса получаются с более глубоким проплавлением, чем при ручной сварке. Их очертания показаны на рис. 4.3.
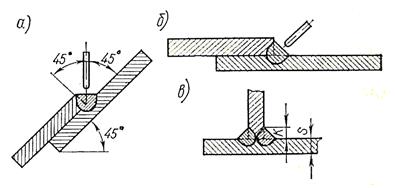
Рис. 4.3. Угловые швы при сварке под флюсом: а – при укладке «в лодочку»;
б – при укладке наклоненным электродом «в угол»; в – с глубоким проплавлением
Расчетная высота шва зависит от глубины проплавления, от технологического процесса сварки. Она определяется величиной β·K. При ручной и многопроходной автоматической и полуавтоматической сварке β = 0,7; для двух- и трехпроходной полуавтоматической сварки β = 0,8; для двух- и трехпроходной автоматической сварки и однопроходной полуавтоматической сварки β = 0,9; для однопроходной автоматической сварки β = 1,1.
Наименьшая толщина рабочих швов в машиностроительных конструкциях - 3 мм. Исключение составляют конструкции, в которых толщина самого металла меньше 3 мм.
Верхний предел толщины швов не ограничен, но применение швов, у которых К ≥ 20 мм, встречается редко. В местах зажигания и обрыва дуги механические свойства швов ухудшаются, поэтому минимальную длину рабочих швов целесообразно ограничивать и принимать равной 30 мм. Швы меньших размеров применяют лишь в качестве нерабочих соединений. В зависимости от направления угловых швов по отношению к действующему усилию их разделяют на лобовые, косые, фланговые, комбинированные.
Лобовые швы направлены перпендикулярно усилию. В соединении, показанном на рис. 4.4 а, усилие Р передается двумя лобовыми швами. Вследствие эксцентриситета элементы несколько искривляются. Расстояние между лобовыми швами следует принять С ≥ 4s. На рис. 4.4 б усилие Р передается через один лобовой шов на накладку; далее это же усилие переходит с накладки на второй лист. Таким образом, в соединении этого рода имеется лишь один расчетный шов.
Рассмотрим несущую способность угловых швов. В лобовом шве возникает несколько составляющих напряжений (рис. 4.4 в): нормальные напряжения σ на вертикальной плоскости шва и касательные τ на горизонтальной.
По методу, принятому в инженерной практике, расчет прочности лобовых швов производится на срез. Этот метод является условным и приближенным. При статических нагрузках и треугольном очертании шва слабым сечением считают наименьшее сечение, совпадающее с биссектрисой О-О прямого угла. По этой плоскости проверяют прочность лобового шва; напряжение при этом не должно превышать допускаемого [ τ´ ] .
Формула определения допускаемого усилия Р для соединения, состоящего из одного расчетного лобового шва (рис. 4.4 б), имеет следующий вид:
Р=[τ'] ·β·К·l, (4.8)
и для соединения, приведенного на рис. 4.4 а,
Р=2[τ'] ·β·К· l, (4.9)
где β·К - расчетная высота шва, l -длина шва.
Рис. 4.4. Варианты выполнения угловых швов: а – нахлесточное двустороннее с лобовыми швами; б – соединение с накладкой; в – схема действия напряжений в лобовом шве; г – фланговые швы; д – соединение с косым швом; е – соединение с комбинированным швом; ж – прикрепление уголка
Фланговые швы направлены параллельно усилию (рис. 4.4 г).
Расчет прочности швов производится по опасной плоскости среза, совпадающей с биссектрисой прямого угла. Расчетная формула несущей способности составлена в предположении, что напряжения вдоль флангового шва распределены равномерно.
Для конструкции, приведенной на рис. 4.4 г, расчетная формула имеет вид
Р=2[τ'] ·β·К· l, (4.10)
С учетом концентрации напряжений расчетная длина фланговых швов l ≤50К.
Косые швы направлены к усилию под некоторым углом (рис. 4.4 д). Их часто применяют в сочетании с лобовыми и фланговыми.
Расчет прочности косых швов производится аналогично описанному выше:
Р=[τ'] ·β·К· l, (4.11)
Пример комбинированных швов приведен на рис. 4.4 е.
Распределение усилий в отдельных швах, составляющих комбинированное соединение, не одинаково. Однако расчет прочности комбинированных соединений производится согласно хорошо известному из курса сопротивления материалов принципу независимости действия сил. В соединении с лобовыми и фланговыми швами определение несущей способности следующее:
Р=Рл+Рфл, (4.12)
где Р - допускаемое усилие для комбинированного соединения;
Рл - допускаемое усилие для лобового шва;
Рфл - допускаемое усилие для фланговых швов.
Таким образом,
Р=[τ']( β·К· lл+2β·К· lфл). (4.13)
Если катеты всех швов, входящих в состав комбинированного соединения, равны между собой, то
Р=[ τ' ] · β·К· l, (4.14)
где l - длина периметра швов. Этим соотношением пользуются при расчете соединения, показанного на рис. 4.4 е.
Некоторую особенность представляет расчет прочности швов, прикрепляющих уголок, работающий под действием продольной силы. Принимаем, что усилие Р в уголке действует в плоскости прикрепленной полки (рис. 4.4 ж).
Усилие, воспринимаемое лобовым швом,
Рл=[ τ' ] · β·К· lл. (4.15)
Эксцентриситет приложения силы в расчете не учитывается.
Усилие, передаваемое на фланговые швы,
Рфл= Р - Рл. (4.16)
Это усилие распределяется между швами обратно пропорционально расстоянию от оси уголка до обеих кромок.
Таким образом, усилие в шве l1 будет
Р1=Рфлlл1/lл , (4.17)
усилие в шве L2 Р2= Рфл lл2 /lл. (4.18)
При расчете прочности прикреплений, равнобоких уголков приближенно можно принять
Р1=0,3 Рфл; Р2=0,7 Рфл. (4.19)
Касательные напряжения в швах равны
τ 1= Р1/(βК l1); τ2= Р2/(βК l2). (4.20)
Напряжение в каждом из фланговых швов не должно превышать допускаемого [τ']. Конструктивно можно увеличить длину l1 относительно размеров, требуемых по расчету прочности, до значения L2.
Более точный метод расчета предусматривает учет не только срезывающей силы, но и момента силы относительно центра тяжести сечения швов.
Тавровые соединения.Применяют для соединения элементов, расположенных во взаимно перпендикулярных плоскостях. Тавровые соединения обычно можно выполнять без подготовки кромок (рис. 4.5 а).
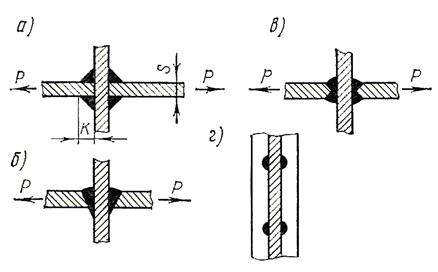
Рис. 4.5. Тавровые соединения: а – без скоса кромок; б – с односторонним скосом; в – с двусторонним скосом; г – точечными швами
На рис. 4.5 б показаны тавровые соединения с односторонней подготовкой кромок и подваром при толщине листов от 4 до 26 мм, а на рис. 4.5 в - с двусторонней подготовкой кромок для элементов толщиной 12-60 мм. При работе соединений (рис. 4.5 а) на растяжение расчетная формула прочности имеет вид:
Р=2[ τ' ]βКl, (4.21)
а для соединения, приведенного на рис. 4.5 б, в,
Р=[ σ' ]рsl. (4.22)
При работе узла, изображенного на рис. 4.5 а, на сжатие усилие Р в действительности частично передается с горизонтального листа на вертикальный через плоскость соприкосновения листов. Проверка прочности швов соединения в этом случае производится исходя из предположения, что усилие передается через швы. При этом [ τ' ] повышается до величины [σ']сж. При сварке полуавтоматами тавровые соединения могут выполнятся угловыми точечными швами (рис.4.5 г). Применение точечных швов целесообразно главным образом в конструкциях с толщиной листов s≤ 4 ─ 5 мм.
Угловые соединения.Угловые соединения, выполняемые дуговой сваркой вручную, показаны на рис.4.6 а.
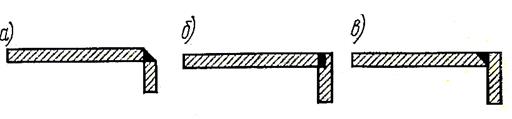
Рис. 4.6. Угловые соединения
При автоматическом и полуавтоматическом способах сварки соединения имеют вид, приведенный на рис.4.6 б (s=6 ─ 14 мм) и на рис.4.6 в (s=10 ─ 40 мм).
Угловые соединения в основном применяются в связующих элементах и расчету на прочность не подлежат.
Пробочные проплавные соединения.Пробочные соединения ставят при нахлесточном соединение листов, проплавляя более тонкий лист, в результате чего образуется круглые плавные сварные соединения (рис. 4.7). Пробочные соединения рациональны при толщине верхнего листа s не более 5 мм.
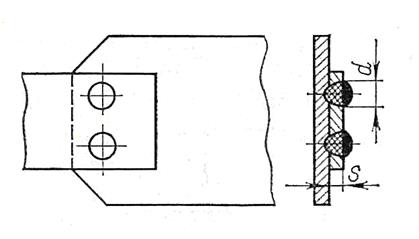
Рис. 4.7. Проплавное точечное соединение
При применении усовершенствованного оборудования с принудительной подачей электродной проволоки в зону дуги можно сваривать проплавленными пробочными соединениями элементы толщиной s более 12 мм.
Такие соединения можно получить сверлением отверстий в одном из соединяемых листов и заполнением их наплавленным металлом.
При этом диаметр отверстия d может достигать 40 мм. Разработаны установки для выполнения пробочных соединений различных марок сталей в защитной среде СО2.
Ввиду простоты оборудования и высокой производительности проплавленные пробочные соединения весьма экономичны. Их применяют в частности, при изготовлении конструкций сельскохозяйственных машин.
В большинстве случаев пробочные соединения являются связующим и рабочих усилий не передают. Расчет прочности соединений, участвующих в передаче усилий, производят аналогично расчету прочности точечных соединений при контактной сварке.
Сварные соединения алюминиевых сплавов, выполняемые дуговой сваркой. Дуговой сваркой свариваются практически все алюминиевые сплавы, но свариваемость их различна. Сварные соединения алюминиевых сплавов обладают повышенной чувствительностью к концентраторам напряжений по сравнению с рядом сталей, применяемых в конструкциях. В настоящее время сварные соединения при дуговой сварке в среде инертных газов алюминиевых сплавов выполняются по ГОСТ 14806-80. На рис. 4.8 приведены рациональные виды сварных соединений алюминиевых сплавов. На рис. 4.9 а, б приведены примеры стыковых соединений деталей из алюминиевых сплавов разных толщин при отсутствии эксцентриситета, а на рис. 4.9 в , г - при наличии эксцентриситета.
Предусмотрены варианты плавных сопряжений радиусом r швов с основным металлом (рис. 4.9 а). Это сделано в целях устранения концентраторов напряжений, понижающих предел прочности соединений (рис. 4.9 б). При изготовлении конструкций из алюминиевых сплавов рекомендуется применять стыковые соединения, а так же соединения, в которых сварные швы расположены в зонах пониженных рабочих напряжений. Целесообразны конструкции повышенной гибкости (деформируемости).
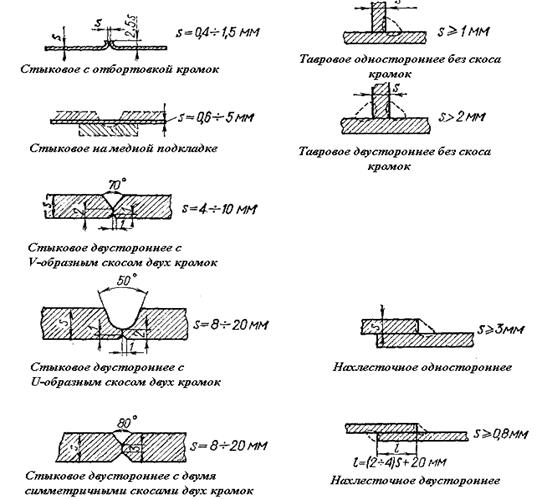
Рис.4.8. Сварные соединения алюминиевых сплавов выполняемые дуговой сваркой
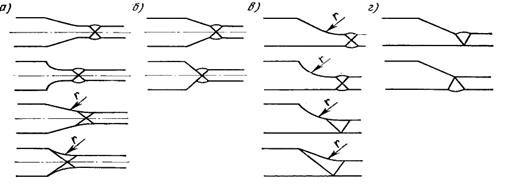
Рис.4.9. Стыковые соединения алюминиевых сплавов:
а, в - рациональные; б, г - нерациональные
На рис. 4.10 приведены многочисленные примеры рациональных и нерациональных сварных соединений из алюминиевых сплавов, соединения на рис. 4.10 а-к рациональны, так как сварные швы удалены от зоны резкого изменения сечений. Соединения на рис.4.10, л-п имеют значительную угловую жесткость и находятся на зоне концентрации. По сравнению с ними соединения, показанные на рис.4.10 р-у, несколько лучше, поскольку в них обеспечена повышенная податливость.
Рис. 4.10. Виды элементов алюминиевых конструкций
Дата добавления: 2018-03-02; просмотров: 4862;