Производственная структура предприятия. Формы и типы организации производства
Форма организации производства – это определенное сочетание во времени и пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей.
Если временная структура форм организации производства определяется составом элементов производственного процесса и порядком их взаимодействия во времени (последовательная, параллельная, параллельно-последовательная), то пространственная структура форм организации производства определяется количеством технологического оборудования и его расположением относительно направления движения предметов труда.
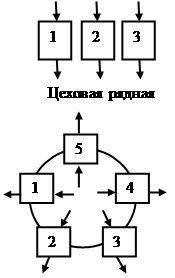
Различают однозвенные и многозвенные производственные системы (рис. 2.1).
 | ||||||||||
 | ||||||||||
| ||||||||||
 | ||||||||||
| ||||||||||
| ||||||||||
Рис. 2.1. Варианты пространственной структуры производственных систем
К многозвенным системам относятся цеховая, линейная и ячеистая структуры.
Цеховая пространственная структура характеризуется созданием участков, на которых оборудование расположено параллельно потоку заготовок, что предполагает их специализацию по признаку технологической однородности. В этом случае партия деталей, поступающая на участок, направляется на одно из свободных мест, где проходит необходимый цикл обработки, после чего передается на другой участок.
На участке с линейной пространственной структурой рабочие места располагаются по ходу производственного процесса, и партия деталей, обрабатываемая на участке, передается с одного рабочего места на другое в прямой последовательности.
Ячеистая пространственная структура объединяет в себе признаки линейной и цеховой.
Комбинация пространственной и временной структур производственного процесса при определенном уровне интеграции частичных процессов обуславливает различные формы организации производства: технологическую, предметную, прямоточную, точечную и интегрированную.
Технологическая форма организации характеризуется цеховой структурой с последовательной передачей предметов труда. Производственные участки специализируются на выполнении определенных технологических операций (например, токарный, фрезерный участок и др.).
Номенклатура деталей (изделий), обрабатываемых на каждом участке, разнообразна, и на каждом станке выполняется множество деталеопераций. Предмет труда многократно передается соответственно технологическому маршруту с участка на участок (рис. 2.2). Технологическая специализация характерна для единичного и мелкосерийного производства (на машиностроительных предприятиях – это термические, сборочные цеха; на текстильных предприятиях – это прядильные и ткацкие цеха; на металлургических предприятиях – доменные и сталелитейные цеха).
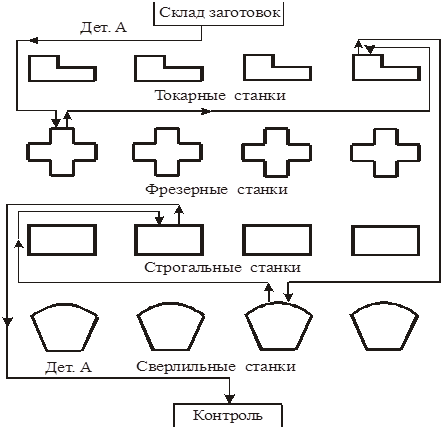
Рис. 2.2. Схема размещения групп оборудования
на участках технологической специализации
Преимущества технологической форма организации производства заключаются в том, что она способствует применению наиболее рациональных, прогрессивных технологических способов обработки изделий и наиболее полному использованию оборудования, обеспечивает гибкость производства при смене производственной программы. К недостаткам относят необходимость формирования сложных технологических маршрутов, усложнение межцеховых связей, нарушение принципа прямоточности, увеличение производственного цикла, усложнение оперативно-производственного планирования, рост объемов незавершенного производства, увеличение числа пунктов складирования промежуточного продукта.
Предметная форма организации производства имеет ячеистую структуру с параллельно-последовательной или последовательной передачей предметов труда в производстве.
На предметном участке устанавливается все оборудование, необходимое для обработки группы деталей в порядке следования операций от начала до конца технологического процесса (рис. 2.3).
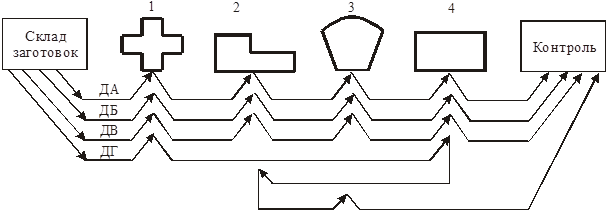
Рис. 2.3. Схема размещения оборудования на участке
предметной специализации
Внутрицеховые подразделения (участки) характеризуются различным уровнем предметной специализации. Наиболее высокий уровень достигается в условиях массового производства, когда за участником закрепляется изготовление только одного изделия при большом объеме производства. Это позволяет организовать однопредметные поточные линии (деталь А, см. рис. 3). Если за участком закрепляется два и более наименований деталей, имеющих одинаковые или сходные технологические маршруты, то создаются многопредметные поточные линии. (Детали А, Б, В, Г).
Предметная форма организации характерна для крупносерийного и массового производства при небольшой и относительно постоянной номенклатуре изделий (на автомобильном заводе – цех моторов, колес, кабин; на обувной фабрике – цех рантовой обуви и т.д.).
Если технологический процесс обработки замыкается в пределах участка, участок называется предметно-замкнутым.
Предметное построение участков обеспечивает прямоточность и сокращение производственного цикла, позволяет снизить транспортные издержки. Недостатки: не всегда полная загрузка оборудования, расширение номенклатуры выпускаемой продукции требует перепланировки оборудования.
Прямоточная форма организации производства характеризуется линейной структурой с поштучной передачей предметов труда, обеспечивает реализацию принципов организации производства: специализации, прямоточности, непре-рывности, параллельности. Уменьшается незавершенное производство, более эффективно используется рабочая сила.
При точечной форме организации производства работа полностью выполняется на одном рабочем месте. Изделие изготавливается там, где находится его основная часть: сборка изделия с перемещением рабочего вокруг него. Достоинства: возможность частого изменения конструкции изделий и последовательности обработки, возможность изготовления разнообразной номенклатуры, снижение затрат ан изменение расположения оборудования, повышение гибкости производства.
Интегрированная форма организации производства предполагает объединение основных и вспомогательных операций в единый интегрированный процесс с ячеистой или линейной структурой при последовательной, параллельно-последовательной или параллельной передаче предметов труда в производстве. На таком участке все рабочие места объединяются с помощью автоматического транспортно-складского комплекса. Управление ходом производственного процесса осуществляется с помощью ЭВМ. Сокращается производственный цикл, увеличивается время загрузки станков, улучшается контроль процесса производства. Требует высоких единовременных затрат.
На машиностроительных предприятиях применяется смешанная структура, при которой заготовительные производства и цеха строятся по технологическому принципу (кузнечно-прессовый, литейный серого чугуна, сталелитейный), а обрабатывающие и выпускающие объединяются в предметно-замкнутые звенья. Эта структура характерна для машиностроительных заводов с массовым и серийным типом производства. На предприятиях с индивидуальным производством преобладает технологическая структура.
В зависимости от способности к переналадке на выпуск новых изделий все формы организации производства можно условно разделить на жесткие (непереналаживаемые) и гибкие (переналаживаемые).
Жесткие формы организации производства (поточная форма организации) предполагают изготовление деталей одного наименования. Изменение номенклатуры требует перепланировки участка, замены оборудования и оснастки.
Основными факторами совершенствования пространственной организации производственных процессов являются следующие:
• пространственное расположение подразделений предприятия (производственных и организационных структур) по ходу соответствующих процессов;
• системный анализ и оптимизация коэффициента прямоточности производственных процессов (отношение оптимального пути прохождения предмета труда в процессе производства к величине фактического пути);
•концентрация производственных процессов под одной "крышей";
• сокращение расстояния между отдельными компонентами процессов;
•автоматизация производственных процессов;
• рационализация производственной структуры предприятия и его от-дельных подразделений (в частности, уменьшение удельного веса вспомогательных и обслуживающих цехов и служб без ущерба для нормальной работы основного производства).
Совершенствование производственной структуры предполагает:
•укрупнение предприятий и цехов;
• соблюдение рационального соотношения между основными, вспомога-тельными и обслуживающими цехами и участками;
• рационализацию планировки предприятия и размещения цехов и участков с учетом характера технологического процесса;
• обеспечение необходимого уровня специализации и кооперирования производства;
• расположение производственных подразделений последовательно по ходу технологического процесса: склады - сырья, материалов и полуфабрикатов; цехи и участки - заготовительные, обрабатывающие, сборочные, склады готовой продукции, где производятся доукомплектование изделий съемным оборудованием, запасными частями, консервация, упаковка, погрузка и отправка продукции потребителю;
• компактность расположения предприятия, рациональная плотность за-стройки территории предприятия и многоэтажная застройка, соблюдение рационального расстояния между корпусами, цехами, производственными участками и складами;
• сокращение транспортных коммуникаций как внутри предприятия, так и вне его.
Промышленные предприятия различаются по многим показателям - структуре и объему выпускаемой продукции, по широте и устойчивости номенклатуры и т.п. В зависимости от этих показателей рабочие места, участки, цехи и предприятия подразделяются на несколько организационных типов производства.
Тип производства – классификационная категория организации производства, характеризующая широту номенклатуры продукции, регулярность, стабильность выпуска и объем производства.
Тип производства определяет структуру предприятий и цехов, характер загрузки рабочих мест и движение предметов труда в процессе производства. Каждый тип производства имеет определенные особенности организации производства и труда, применяемого оборудования и технологических процессов, состава и квалификации персонала. Каждому типу производства присуща определенная система планирования и учета.
Факторы, определяющие тип производства:
1. объем выпуска продукции;
2. трудоемкость (станкоемкость) единицы выпускаемой продукции;
3. эффективный фонд времени работы.
Основной характеристикой типа производства является коэффициент закрепления операций
 ,
,
где О – число деталеопераций, выполняемых на рабочих местах в цехе (на участке);
Р– число рабочих мест в цехе (на участке).
Традиционно различают следующие типы производств: единичный, серийный, массовый.
Единичный тип производствахарактеризуется широкой номенклатурой изготовленной продукции и небольшим объемом выпуска одинаковых изделий.
Коэффициент закрепления операций Кз.о. > 40.
Отличительные особенности:
1. малый объем производства одинаковых изделий, повторное изготовление которых, как правило, не предусматривается;
2. оборудование универсальное;
3. технология маршрутная, оснастка универсальная, нормативы укрупненные (опытно-статистические);
4. применяются участки технологической специализации;
5. квалификация рабочих – высокая;
6. технико-экономические показатели относительно низкие.
Единичное производство можно подразделить на единичное и опытное, как разновидность единичного.
Опытное производство – это производство образцов, партий и серий изделий для проведения исследовательских работ, разработки конструкторской или технологической документации для установившегося производства.
Отличительные особенности опытного производства:
1. выпускаемая продукция носит информационно-вещественный характер;
2. имеет место некоторая неопределенность затрат и результатов;
3. имеет сравнительно высокие темпы обновления продукции и материально-технической базы;
4. в ряде случаев выполняет две функции: проводит опытные работы и выпускает мелкие серии новой продукции;
5. применяется как универсальное, так и специальное оборудование;
6. производственные площади используются неполно;
7. является мобильным, т. е. способным быстро перестраиваться на выполнение других работ;
8. состав кадров характеризуется более высоким удельным весом инженерно-технического персонала и более высокой квалификацией.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры изделий, которая периодически повторяется. Изделия запускаются в производство сериями, детали обрабатываются партиями.
Отличительные характеристики серийного производства:
1. работа осуществляется партиями запуска (выпуска) при регулярной повторяемости работ на рабочих местах в планируемом периоде;
2. оборудование применяется универсальное, частично специальное, располагается по ходу технологического процесса, либо по группам однотипных станков;
3. технология маршрутная и операционная, нормативы менее точные, оснастка специальная и универсальная;
4. применяются многопредметные поточные линии и предметно-замкнутые участки, а в условиях мелкосерийного производства могут применяться участки технологической специализации;
5. квалификация рабочих – средняя;
6. технико-экономические показатели – средние.
Коэффициент закрепления операций Кз.о.=2  40.
40.
Серийное производство подразделяется на три подтипа: мелкосерийное, среднесерийное и крупносерийное. По технико-экономическим особенностям мелкосерийное производство приближается к единичному, а крупносерийное - к массовому. В соответствии с классификацией серийного типа производства коэффициент закрепления операций принимается в пределах:
1. для крупносерийного производства Кз.о.=2 10;
2. для среднесерийного – Кз.о.=11 20;
3. для мелкосерийного – Кз.о.=21 40.
Для массового производства характерна узкая номенклатура выпускаемой продукции при больших масштабах ее производства.
Коэффициент закрепления операций 
Отличительные характеристики массового производства:
1. постоянная повторяемость одних и тех же работ на рабочем месте в планируемом периоде;
2. непрерывное движение предметов труда в производственном процессе;
3. специальное оборудование расположено строго по ходу выполнения технологических операций;
4. технология операционная, оснастка специальная, применение точных нормативов;
5. применяются однопредметные поточные линии;
6. квалификация рабочих – низкая;
7. технико-экономические показатели – высокие.
Это способствует значительному сокращению продолжительности производственного цикла, снижению затрат на производство продукции.
На предприятиях используются разные по типу производственные процессы. При определении типа производственных процессов (массовые, серийные, единичные) учитывается удельный вес рабочих мест, относящихся к определенному типу производства. В табл. 2.1 приведена сравнительная характеристика типов производства.
Таблица 2.1- Сравнительная характеристика типов производства
| Фактор | Производство | ||
| единичное | серийное | массовое | |
| Номенклатура изделий | Неограниченная | Ограничена сериями | Небольшая |
| Повторяемость изготовления | Нерегулярная | Периодически повторяется | Постоянно повторяется |
| Принцип организации производственных цехов | Технологический | Предметно-технологический | Предметный или технологический |
Окончание табл. 2.1
| Применяемое оборудование | Универсальное | Специализированное, специальное | Специальное (автоматы, полуавтоматы) |
| Расположение оборудования | По группам однотипных станков | Групповое и цепное | По потоку производственного процесса (цепное) |
| Разработка технологического процесса | Укрупнённый метод (на изделие, на узел) | Подетальная | Подетально-пооперационная |
| Применяемый инструмент | Универсальный, в незначительной степени специальный | Универсальный и специальный | Преимущественно специальный |
| Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна и та же операция над одной деталью |
| Характер загрузки рабочих мест | Разнооперационный | Ритмично-повторяющийся | Постоянный (однооперацонный) |
| Квалификация рабочих | Высокая (специалисты-универсалы) | Средняя | В основном не высокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
| Специализация кадров | Специалисты-универсалы | Более узкая | Узкая у операторов |
| Взаимозаменяемость деталей | Пригонка | Неполная | Полная |
| Себестоимость единицы продукции | Высокая | средняя | Низкая |
| Пример предприятия | Буммаш | Нефтемаш | АвтоВАЗ |
По экономическим параметрам более предпочтительным является массовое производство. Однако ориентация в условиях рыночной экономики на интересы потребителя, конкуренция, опасность банкротства вызывают необходимость расширения номенклатуры выпускаемых изделий и увеличения сферы использования серийного типа организации производства. Об этом свидетельствует зарубежный опыт. Инициаторами такого подхода стала Япония, проводящая большую работу по переходу крупных корпораций на производство широкого ассортимента малыми сериями с помощью внедрения гибких производственных систем.
Дата добавления: 2018-03-01; просмотров: 3054;