Инструменты с покрытиями
Решение проблемы создание инструментального материала с оптимальным сочетанием основных физико-механических и теплофизических свойств стало возможным только при разработке технологии нанесения износостойких покрытий. Использование таких технологий дает возможность формировать на рабочих поверхностях инструмента износостойкие покрытия заданных состава, структуры и строения, что, в свою очередь, позволяет создать композиции: покрытие - инструментальный материал, которая может оптимально сочетать такие свойства, как прочность, вязкость, выносливость, твердость, теплостойкость.
В России практически отработаны и используются все методы нанесения износостойких покрытий и все покрытия, известные в мировой инструментальной практике. Широкое применение в нашей стране нашли электроискровый, реактивный электронно-лучевой плазменный (РЭП), детонационный методы нанесения покрытий на инструмент, а так же - термодиффузионного насыщения (ДТ), метод химического осаждения из газовой фазы (ГТ-«CVD»), РЭП, метод физического осаждения из пересыщенного пара (PVD), катодное насыщение ионной бомбардировкой (КИБ).
Свойства пластин, покрытых TiC и TiN, различны, что объясняется различием физико-механических свойств покрытий. Покрытие TiC характеризуется лучшей адгезионной связью с твердосплавной основой, более высокой твердостью и износостойкостью. Теплостойкость покрытий TiC выше, чем теплостойкость TiN. Но TiN обладает меньшей хрупкостью, большей инертностью к большинству железосодержащих сплавов, поэтому износ в виде лунки на передней поверхности у твердосплавных пластин с износостойким покрытием TiN меньше, чем у пластин с покрытием TiC.
Таким образом, каждое из покрытий TiC и TiN имеет свои преимущества и недостатки. В связи с этим появились многослойные покрытия типа TiC+TiN и карбонитридные покрытия Ti(С, N). В таких пластинах с увеличением TiC уменьшается износ пластин по задней поверхности, а с увеличением TiN уменьшается лункообразование на передней поверхности. Отсюда следует, в частности, возможность управления износостойкостью режущих пластин путем варьирования составом покрытий. Частично этим объясняется различие режущих свойств твердосплавных пластин с покрытиями, выпускаемыми различными изготовителями. В процессе нанесения покрытия TiC в верхней зоне твердосплавной основы за счет ее обезуглероживания часто образуется промежуточная h - фаза, которая снижает прочность режущих пластин. Для устранения этого дефекта некоторые авторы рекомендуют перед нанесением покрытий науглероживать твердосплавную основу. Колебания толщины переходной зоны (h - фазы), увеличивающееся при нанесении покрытий за несколько технологических циклов, является одной из причин нестабильности режущих свойств пластин с покрытиями.
Среди зарубежных твердосплавных пластин с многослойным покрытием высоким качеством обладают пластины, выпускаемые австрийской фирмой Metalwerke Plansee; эти пластины известны под общим названием Goldmaster и имеют толщину покрытия от 7 до 10 мкм. Фактически это покрытие представляет собой несколько тонких слоев, состоящих из карбонитридов с различным содержанием TiC и TiN в каждом из них, начиная от практически чистого тонкого слоя TiC внизу до чистого TiN сверху. Отмечается, что эти микрослои удалось расположить таким образом, что оба вещества покрытия проявляют только свои положительные свойства и лишены возможности влиять отрицательно. Это наглядно иллюстрируется схемой расположения слоев покрытия на пластине типа Goldmaster, представленной на рис.2.2. Непосредственно на твердый сплав (d) наносится слой TiC (с), гарантирующий надежное диффузионное проникновение в структуру сплава и являющийся защитой против износа задней поверхности, когда верхние слои покрытия уже изношены, и против потока тепла, направляющегося в пластину. Слой TiC тонок, поэтому хрупкая h - фаза в переходной зоне в этом случае не образуется. Далее один за другим следуют слои карбонитридов со смещенной кристаллической решеткой (в), отличающиеся друг от друга окраской. Начиная примерно с толщины 1/3 всего покрытия (считая снизу), TiN начинает преобладать над TiC. Пo мере увеличения содержания TiN покрытие становиться все более желто-золотистым (характерный цвет чистого TiN покрытия). Это обеспечивает большую износостойкость поверхности покрытия к лункообразованию, а также его вязкость при одновременном повышении прочности соединения с твердосплавной основой.
|
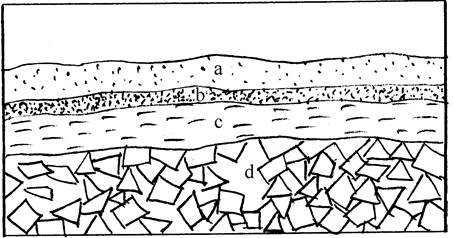
Рис.2.2. Схема расположения слоев в пластинке "Gоldmaster".
Одним из последних достижений в области нанесения покрытий является создание технологий нанесения на твердосплавную основу покрытий из поликристаллических алмазов и кубического нитрида бора толщиной 0,35-0,7 мм.
Твердосплавные пластины с покрытиями уже нашли широкое применение в промышленности на операциях точения и фрезерования. Однако с целью повышения стабильности их режущих свойств идет непрерывное совершенствование технологий нанесения покрытия, выбора оптимального состава твердосплавной основы (подложки) и самого покрытия.
Независимо от вида покрытия с увеличением его толщины прочность режущих пластин снижается. Однако у покрытий, нанесенных методом КИБ, в пределах 4-12 мкм наблюдается возрастание прочности на 8-10 %.
Покрытия TiN (РЭП) снижают среднее значение прочности на 8-10 % для твердых сплавов ВК6, ВК10М, ТТ10К8Б, TT20K9, но и уменьшают вариационный разброс прочности, повышая стабильность прочностных характеристик. Покрытия TiN, ZrN, Mo2N (КИБ) увеличивают среднее значение прочности на 10-15 % для мелкозернистых и особомелкозернистых твердых сплавов ВК6М, ВК60М, ВK10M, но снижают среднее значение прочности для сплавов TT10K8Б, ТТ20К9.
Глава 3
Дата добавления: 2017-12-05; просмотров: 1250;