Производство стали в мартеновских печах
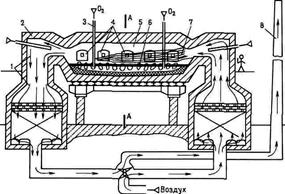
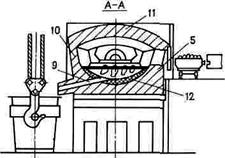
Мартеновская печь - пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней - отверстие 9 для выпуска готовой стали. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство. Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор - это камера, в которой размещена насадка. Отходящие из печи газы имеют температуру 1500-1600°С. Попадая в регенераторы, газы нагревают насадку до температуры 1250-1280°С. Через один из регенераторов, например правый, подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200°С и поступает в головку печи, где смешивается с топливом: на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор, нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление.
| 
|
Рис.10 Схема мартеновской печи
Разливка стали
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или машины для непрерывного литья заготовок (МНЛЗ).
Изложницы - чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
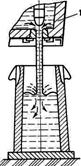
| Разливка стали сверху в изложницу. Сталь разливают непосредственно из ковша 1. КИМ при таком способе разливки составляет не более 60%, т.к. получаемый слиток имеет в верхней части усадочную раковину, а также зону, загрязненную окислами. После извлечения слитка из изложницы верхняя часть обрезается и идет на переплавку |
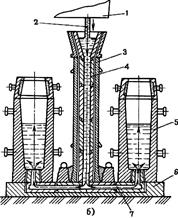
| Разливка стали снизу (сифоном). Сталью заполняют несколько изложниц (4-60). Изложницы устанавливают на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединенный каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания заполняет изложницу 5. Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько слитков. КИМ=80%. Недостатки: высокая трудоемкость изготовления литниковой системы; загрязнение стали материалом литниковой системы. |
Рис.11 Разливка стали в изложницы
Непрерывная разливка стали состоит в том, что жидкая сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна - кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4. Тянущими валками 5 из кристаллизатора вытягивается затвердевающий слиток, сердцевина которого еще жидкая. Скорость вытягивания слитка из кристаллизатора зависит от его сечения.
На выходе из кристаллизатора слиток охлаждается водой из форсунки в зоне 6 вторичного охлаждения. Затем затвердевший слиток попадает в зону 7 резки, где его разрезают газовым резаком 8 на куски заданной длины. Вследствие направленного затвердевания и непрерывного питания при усадке слитки непрерывной разливки имеют плотное строение и мелкозернистую структуру, в них отсутствуют усадочные раковины. Выход годных заготовок может достигать 96-98% массы разливаемой стали.
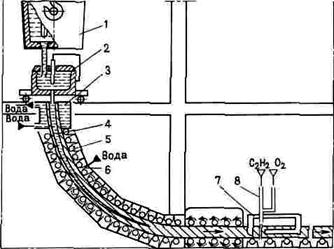
Рис.12 Схема машины непрерывного литья заготовок (МНЛЗ)
Дата добавления: 2017-11-04; просмотров: 541;