Алюминий. Состав, структура, свойства
Алюминий − серебристо-белый металл с плотностью 2700 кг/м3; температура плавления 660 °С, имеет гранецентрированную кубическую решетку (ГЦК), полиморфизмом не обладает. Электро- и теплопроводность его высокие (ρ = 2,8∙10–8 Ом∙м – 65 % от электропроводности меди). Обладает высокой коррозионной стойкостью за счет образования на поверхности защитной оксидной пленки Al2O3, хорошо сваривается, легко деформируется в холодном состоянии, плохо обрабатывается на металлорежущих станках и имеет низкие литейные свойства (большая усадка – 6 %). Отличается невысокой прочностью (σв = 60 МПа) и твердостью (НВ = 250 МПа), пластичен (δ = 40 %). При холодной пластической деформации значительно наклёпывается (σв = 180 МПа, δ = 1,5 %, НВ = 450 МПа). Отжиг для снятия наклёпа и восстановления пластичности проводится при температуре 350 °С.
В зависимости от содержания примесей (железо, кремний, медь, марганец, цинк, титан) различают алюминий особой, высокой и технической чистоты. Первичный алюминий (ГОСТ 11069-74) маркируется буквой «А», после которой указывается только дробная часть содержания основного металла в весовых процентах после запятой числа «99»: особой чистоты (осч) – А999; высокой чистоты (вч) – А995, А99, А97, А95 и технически чистый – А85, А8, А7, А7Е, А5, А5Е, А0. Если в конце марки стоит буква Е – металл предназначен для получения проволоки, если стоит буква Р – рафинированный. Например, А995 –
первичный алюминий с содержанием основного металла 99,995 %; А7Е –
первичный алюминий с содержанием основного металла 99,7 % для проволоки.
Деформируемый алюминий технической чистоты маркируется (ГОСТ 4784-74) буквами АД (алюминий деформируемый) и порядковым номером: АД00, АД0, АД1, АДШ (Ш – металл для изготовления пищевой посуды).
1.1.1. Сплавы алюминия
Сплавы алюминия классифицируются по технологии изготовления изде-лий: деформируемые, литейные и спеченные (порошковые). Деформируемые и литейные сплавы делятся на неупрочняемые термической обработкой и упрочняемые термической обработкой.
1.1.2.1. Деформируемые коррозионно-стойкие сплавы, не упрочняемые термической обработкой, – сплавы алюминия с марганцем (АМц) и с магнием (АМг). Названные сплавы хорошо свариваются, а структура твердого раствора обеспечивает им высокую пластичность (легко обрабатываются давлением в холодном состоянии).
Сплав АМц (1,0 − 1,6 % Мn; 1,8 − 6,8 % Mg) превосходит чистый алюминий по прочности и коррозионной стойкости. Магний значительно повышает прочность, не снижая пластичности. Структура магния состоит из
α-твердого раствора и вторичных выделений фазы (Мn, Fе)Аl6, которая не растворяется в алюминии, поэтому данные сплавы не упрочняются термической обработкой. В отожженном состоянии указанные сплавы обладают высокой пластичностью (сплав АМц-М: δ = 18 – 22 %) и низкой прочностью (σв = 130 МПа), а нагартованный АМц-Н: δ = 2 %; σв = 200 МПа.
Сплавы типа АМг относятся к системе Аl – Мg, их маркируют содержанием магния в весовых процентах после букв АМг, Например: алюминиевый сплав АМг2 (ГОСТ 4784-74) – алюминиевый сплав с содержанием 2 % магния. Магний образует с алюминием α-твердый раствор и труднорастворимую фазу Мg2Аl3. Сплав АМг в отожженном состоянии имеет σв = 190 МПа, δ = 23 %.
Сплавы типа АМц и АМг упрочняют с помощью пластической деформации и используют в нагартованном АМц-Н (80 % наклёпа) и полунагартованном АМц-П (40 % наклёпа) состоянии. Применение наклёпа ограничено из-за резкого снижения пластичности, поэтому в большинстве случаев указанные сплавы используют в отожженном состоянии. Температура отжига – 350 – 420 °С. Их используют при изготовлении бензо- и маслопроводов, емкостей для жидкостей, в авиа- и судостроении, в строительстве (витражи, двери, оконные рамы) и для изделий, получаемых прессованием и глубокой вытяжкой при штамповке из листового материала.
1.1.2.2. Деформируемые алюминиевые сплавы, упрочняемые термической обработкой. Деформируемые сплавы, упрочняемые термической обработкой, – сплавы, в состав которых входят медь, магний, цинк, марганец, кремний и др. Названные элементы образуют с алюминием твердые растворы переменной растворимости, зависящей от температуры, и ряд химических соединений (CuА12; Al2CuMg; Mg2Si и др.), что позволяет упрочнять такие сплавы термической обработкой – закалкой и последующим старением (дисперсионным твердением).
Целью закалки является получение структуры однородного пересы-щенного твердого раствора. Нагрев для закалки ведут до температуры, при которой избыточные фазы растворяются в алюминии. После выдержки охлаж-дением в воде фиксируется структура пересыщенного твердого раствора.
Старение – распад пересыщенного твердого раствора с выделением избыточных фаз и упрочнением сплава. Старение при комнатной температуре называют естественным, с нагревом – искусственным. Существует «инкубаци-онный» период, при котором в течение 1 – 2 часов после закалки нет заметного упрочнения и повышения твердости. Сплав сохраняет пластичность, позволяю-щую подвергнуть его холодной обработке давлением (правка, гибка и т. п.).
 Медь – основной компонент в сплавах рассматриваемой группы, по-этому для обоснования температуры нагрева под закалку сплава, соответствующего дуралюмину (~4 % меди), можно в первом приближении воспользоваться диаграммой состояния А1 – Cu, часть которой изображена на рис. 1.1.
Медь – основной компонент в сплавах рассматриваемой группы, по-этому для обоснования температуры нагрева под закалку сплава, соответствующего дуралюмину (~4 % меди), можно в первом приближении воспользоваться диаграммой состояния А1 – Cu, часть которой изображена на рис. 1.1.
 На диаграмме (см. рис. 1.1) данный сплав представлен вертикалью аbс. Растворимость меди в алюминии пере-менная: от 0,3 (20 °С) до 5,65 %
На диаграмме (см. рис. 1.1) данный сплав представлен вертикалью аbс. Растворимость меди в алюминии пере-менная: от 0,3 (20 °С) до 5,65 %
(548 °С), а ее содержание в сплавах –
2,5 – 4,5 %. Следовательно, структура таких сплавов в отожженном или литом состоянии: α-твердый раствор замещения меди в алюминии и крупные кристаллы CuА12. Нормальная температура нагрева под закалку определяется точкой а (490 – 500 °С), при которой сплав приобретает строение однородного твердого раствора и максимальную пластичность, сохраняемую в течение 3 –
5 часов. Недогрев до этой температуры связан с нежелательным сохранением в структуре нерастворившихся частиц CuА12; перегрев выше точки а является еще более вредным, так как сопровождается ростом зерен твердого раствора (перегрев) и даже окислением их границ (пережог), что резко увеличивает хрупкость сплава.
После закалки при естественном старении (ниже 100 °С) атомы меди перемещаются в решетке пересыщенного твердого раствора и собираются в пластинчатые образования толщиной 1 – 2 атомных слоя (0,5 – 1,0 нм) – зоны Гинье – Престона (ГП-1). Эти зоны равномерно распределены в каждом кристалле твердого раствора и в прилегающих областях вызывают сильное искажение его кристаллической решетки, что является причиной упрочнения сплава. По истечении 4 – 7 суток старение заканчивается, при этом распада твердого раствора и образования новых фаз не происходит – «зонное» старение. Сплав приобретает максимальную прочность, которая в дальнейшем постоянна.
С повышением температуры (100 – 150 °С) при искусственном старении ускоряются процессы диффузии, зоны ГП укрупняются (1,0 – 4,0 нм), и в них увеличивается концентрация меди (образование зон ГП-2). Нагрев до 150 −
200 °С и выдержка в несколько часов приводят к возникновению в местах зон ГП мелкодисперсных частиц СuА12, не отделившихся от кристаллической решетки твердого раствора. Повышение температуры до 200 – 250 °С вызывает отделение и укрупнение (коагуляцию) этих частиц. Искусственное старение связано с распадом пересыщенного твердого раствора и образованием избыточных фаз − «фазовое» старение.
При более высокой температуре старения в процессе коагуляции образовавшихся фаз прочность и твердость сначала возрастают, достигают максимальных значений, а затем снижаются. Такое старение, вызывающее разупрочнение сплавов, называют коагуляционным – «перестариванием».
После естественного старения сплавы имеют высокую коррозионную стойкость и низкую чувствительность к хрупкому разрушению. После искусственного старения у большинства сплавов ударная вязкость (сопротивле-ние хрупкому разрушению) и коррозии под напряжением снижаются при возрастании предела прочности.
Если сплав после естественного старения кратковременно нагреть до
230 – 270 °С и быстро охладить, то упрочнение полностью снимается и восстанавливается пластичность. Эту операцию называют обработкой «на возврат». При нагреве зоны ГП растворяются в твердом растворе, атомы меди и других компонентов равномерно распределяются в пределах кристаллов твердого раствора, степень искажения кристаллического строения соответ-ствует структуре в закаленном состоянии. После инкубационного периода процесс естественного старения возобновляется, но у сплава снижается сопротивление коррозии. Это ограничивает применение обработки «на возврат».
Некоторые сплавы с марганцем, хромом, никелем имеют температуру рекристаллизации выше температуры их горячей деформации или температуры закалки, поэтому после закалки и старения у них сохраняется нерекристал-лизованная (нагартованная) структура, что на 30 – 40 % повышает их прочность. Это явление называется структурным упрочнением, или пресс-эффектом (для прессованных полуфабрикатов, прутков, труб).
Отжиг для разупрочнения сплавов (полный) проводят при температуре 350 – 450 °С с выдержкой в 1 − 2 часа. Скорость охлаждения – не более 30 °С/ч. При этом происходят полный распад пересыщенного твердого раствора и коагуляция упрочняющих избыточных фаз. Сплавы имеют низкую прочность, но приобретают высокую пластичность и сопротивляемость коррозии под напряжением.
Дюралюмины – сплавы на основе системы «алюминий – медь – магний», в которые дополнительно вводят марганец для повышения коррозионной стойкости и механических свойств. Структура сплавов в равновесном (отожженном) состоянии: твердый раствор и кристаллы CuAl2, Al2CuMg – основных упрочняющих фаз. Дюралюмины маркируют буквой «Д» с цифрой, указывающей номер сплава. После цифры часто ставится буква, характеризу-ющая состояние сплава: М − мягкий (отожженный), Т − термически обработан-ный, Н − нагартованный. Дюралюмины хорошо деформируются в горячем и холодном состоянии. Механические свойства сплава Д16 в отожженном состоянии: σв = 200 МПа, δ = 18 %, НВ = 500 МПа.
Для термического упрочнения сплавов проводят закалку при температуре 490 – 500 °С и естественное старение, которое практически заканчивается за пять суток, после этого свойства сплавов стабилизируются. Для изделий, которые в процессе эксплуатации могут подвергаться нагреву выше 100 –
150 °С, применяют искусственное старение при 190 °С в течение 6 – 8 часов. Прессованные полуфабрикаты из сплавов Д1 и Д16 прочнее катаных вследствие пресс-эффекта.
Пайка и сварка дюралюминов не создают шов равной прочности с основным металлом, поэтому клёпаные соединения более надежны. Для заклёпок используются сплавы Д1 и Д18, последний получил название «заклёпочный».
Дюралюмины характеризуются пониженной коррозионной стойкостью, и поэтому листовой и другие виды проката подвергают «плакированию», т. е. покрытию слоем чистого алюминия при горячей прокатке. Прессованные профили защищают от коррозии анодной поляризацией (анодированием) с последующим лакокрасочным покрытием. Дюралюмины широко используются в авиастроении для деталей и элементов конструкций средней и повышенной прочности в моторо- и ракетостроении, авто- и вагоностроении и т. п.
Высокопрочные сплавы в сответствии с требованиями ГОСТ 4784-74 маркируют буквой «В» (В95, В96). Цифры показывают номер сплава. Состав В95 соответствует системе «алюминий – цинк – магний – медь» с добавками марганца и хрома, которые повышают коррозионную стойкость и усиливают эффект старения. Структура сплава состоит из α-твердого раствора и фаз: MgZn2; Al2CuMg; Al2Zn3Mg3. После закалки (460 – 475 °С) и искусственного старения при 120 – 140 °С в течение 16 – 24 часов из пересыщенного твердого раствора выделяются тонкодисперсные частицы этих фаз. Сплав приобретает высокую прочность при сохранении высокой пластичности (σв = 500 – 600 МПа, δ = 18 %). Эти свойства сплав сохраняет и при длительном нагреве до 100 –
120 °С. Естественное старение для высокопрочных сплавов не проводят. Сплав В95 применяют для средне- и тяжелонагруженных деталей конструкций, работающих в основном в условиях напряжения сжатия.
Ковочные сплавы отличаются высокой пластичностью при температуре ковки и горячей штамповки 450 – 475 °С, они относятся к системе «алюминий – медь – кремний – магний – марганец» и маркируются буквами «АК» с порядковым номером; их подвергают закалке и искусственному старению при 150 – 165 °С в течение 4 − 12 часов.
Сплавы типа АК, в которых после буквы К стоят другие цифры и буквы, в соответствии с ГОСТ 1583-93 относятся к литейным, например: сплав АК6М2 – алюминиевый литейный сплав с содержанием 6 % кремния и 2 % меди.
Сплав АК6 широко применяется для изготовления многих штампованных и кованых деталей сложной формы (картеры, крыльчатки компрессоров двигателей, кронштейны и др.). Жаропрочные ковочные сплавы используют для деталей, работающих при повышенной до 200 – 300 °С температуре. К ним относятся АК2, АК4, АК4-1, Д20 и др., они дополнительно легированы железом, никелем, титаном − элементами, затрудняющими диффузию при нагреве в процессе эксплуатации и тем самым замедляющими разупрочнение сплавов. В результате закалки и искусственного старения из пересыщенного твердого раствора выделяются дисперсные частицы упрочняющих фаз слож-ных химических составов. Эти частицы устойчивы против коагуляции, что обеспечивает повышенную жаропрочность, из них изготавливают лопатки, крыльчатки, диски компрессоров и другие детали турбореактивных двигателей, а также листы и панели конструкций фюзеляжей сверхзвуковых самолетов.
Сплавы «алюминий – магний – кремний (авиали)» АД31, АД33, АД35, АВ, САВ-1 – разработаны для авиационной промышленности. Для них характерно сочетание высокой прочности с малой плотностью. Высокая пластичность после закалки облегчает обработку сплавов давлением.
1.1.2.3. Литейные алюминиевые сплавы. Для получения отливок используется большое количество сплавов, которые делятся на группы в зависимости от состава, условий использования (литье в землю, в кокиль, под давлением) и получаемых свойств. До 1989 г. эти сплавы маркировали буквами «АЛ» (алюминиевый литейный) и номером, например: АЛ20.
В новой маркировке этих сплавов по ГОСТ 1583-93 после буквы А стоят буквы, обозначающие легирующие элементы, и сразу после нее – количество весовых процентов данного элемента (середина марочного интервала). В конце марки могут быть строчные буквы, указывающие на количество примесей в сплаве: ч – чистый; пч – повышенной чистоты; оч – особой чистоты; р – рафинированный, например: сплав АК9пч по ГОСТ 1583-93 – алюминиевый литейный сплав с содержанием 9 % кремния (К9) повышенной чистоты; сплав АМ5 по ГОСТ 1583-93 – алюминиевый литейный сплав с содержанием 5 % меди.
В зависимости от условий получения и применения отливки подвергают термической обработке по одному из восьми режимов, которые обозначают буквой «Т» и номером (Т1, Т2, ТЗ ... Т8), например: Т2 – отжиг при 300 °С для снятия внутреннего напряжения и стабилизации размеров, Т6 – закалка и полное искусственное старение.
Силумины − сплавы алюминия с кремнием – характеризуются хороши-ми литейными свойствами. Высокая жидкотекучесть, малая усадка, низкая склонность к образованию горячих трещин, хорошая герметичность силуминов объясняются наличием большого количества эвтектики в структуре этих сплавов. Силумины имеют высокую коррозионную стойкость, низкую плотнос-ть, хорошо свариваются.
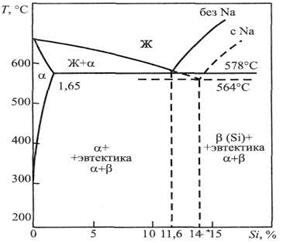 Сплав АК12 содержит 10 – 13 % кремния, по диаграмме – заэвтектический (рис. 1.2). Структура данного сплава состоит из эвтектики и крупноигольчатых кристаллов кремния (рис. 1.3, а), которые снижают пластичность и прочность сплава. Для улучшения структуры и повышения механических свойств силу-мины модифицируют фтористыми и хлористыми солями натрия. Натрий сдвигает эвтектическую точку диаграммы вправо и вниз, сплав становится до-эвтектическим (см. рис. 1.2).
Сплав АК12 содержит 10 – 13 % кремния, по диаграмме – заэвтектический (рис. 1.2). Структура данного сплава состоит из эвтектики и крупноигольчатых кристаллов кремния (рис. 1.3, а), которые снижают пластичность и прочность сплава. Для улучшения структуры и повышения механических свойств силу-мины модифицируют фтористыми и хлористыми солями натрия. Натрий сдвигает эвтектическую точку диаграммы вправо и вниз, сплав становится до-эвтектическим (см. рис. 1.2).
 |
Строение эвтектики измельчается, а вместо кристаллов кремния в структуре появляются кристаллы «мягкой» пластичной фазы – твердого раствора (рис. 1.3, б). Это приводит к увеличению относительного удлинения до 10 – 12 % и предела прочности – до 180 – 200 МПа.
а б
Рис. 1.3. Структура сплава АК12: до модифицирования (а) и после него (б)
Сплав АК12 термическому упрочнению не подвергается, из него отливают тонкостенные детали сложной формы и детали, испытывающие ударные нагрузки, к которым предъявляются повышенные требования по коррозионной стойкости.
Силумины легируют магнием, медью, марганцем, титаном и др. Наибольшее применение получили силумины с магнием (АК9), магнием и марганцем (АК9ч). Легированные силумины применяют для средних и крупных литых деталей ответственного назначения (корпусы компрессоров, картеры, головки цилиндров и т. п.). Их используют для литья под давлением тяжело-нагруженных деталей (блоков цилиндров, головок блоков автомобильных двигателей).
Сплавы алюминия с медью АМ5 характеризуются высокой прочностью при обычной и повышенной (до 300 °С) температуре, хорошо обрабатываются резанием и свариваются. Литейные свойства у этих сплавов низкие (большая усадка, низкая герметичность), что объясняется отсутствием в их структуре эвтектики. Литейные и механические свойства данных сплавов улучшаются при легировании титаном и марганцем (АМ5Мц). Эти сплавы используются для отливок простой формы, их часто анодируют, так как сплавы имеют низкую коррозионную стойкость.
Магналины – сплавы алюминия с магнием (АМг10) – характеризуются высокой коррозионной стойкостью, прочностью, вязкостью и хорошей обрабатываемостью резанием. Литейные свойства у этих сплавов низкие, их легирование титаном, цирконием и бериллием устраняет склонность к окислению и росту зерна, повышает вязкость и пластичность. Магналины широко применяют для деталей, работающих в условиях высокой влажности в судо-, ракето-, приборо- и авиастроении.
Жаропрочные литейные сплавы. Наибольшее применение получил сплав АМ4,5Кд («алюминий – магний – медь – никель с добавками кадмия»), из которого изготавливают головки цилиндров и другие детали, работающие при температуре 275 – 300 °С. Отливки используют после закалки и кратковремен-ного старения при 175 °С (Т5), поршни подвергают закалке и старению при 290 °С (Т7).
Легирование кремнием улучшает литейные свойства (сплав АК5М4). Для измельчения структуры и повышения жаропрочности сплав дополнительно легируют железом, марганцем, титаном. Предел прочности при режиме Т6
(закалка и полное искусственное старение) – 300 МПа, при режиме Т7 (закалка и стабилизирующий отпуск) – 230 МПа.
1.1.2.4. Порошковые сплавы алюминия – спеченные алюминие-вые порошки (САПы) и спеченные алюминиевые сплавы (САСы).
САПы – деформируемые жаропрочные материалы, получают их путем прессования и спекания алюминиевого порошка и окиси алюминия. Из брикетов изготавливают листы, прутки, трубы, профили и другие полу-фабрикаты. САПы хорошо обрабатываются резанием, свариваются, имеют вы-сокую коррозионную стойкость и термическую стабильность. По жаро-прочности они значительно превосходят другие алюминиевые сплавы при температуре до 300 – 500 °С, а максимальная температура кратковременной эксплуатации – 700 – 1000 °С.
Высокая жаропрочность САПов обеспечивается наличием окисной пленки на поверхности мелкодисперсных (0,1 – 0,01 мкм) частиц алюминиевого порошка. Содержание окиси алюминия в сплавах от 6 – 9 (САП1) до 18 – 22 % (САП4). С увеличением количества частиц окиси алюминия повышаются предел прочности сплава от 320 до 460 МПа и его жаропрочность.
САП1 хорошо обрабатывается давлением (ковка, штамповка, прессова-ние, прокатка) при температуре 450 – 570 °С. Предел прочности САП1 можно значительно увеличивать от 320 до 410 МПа нагартовкой (наклёпом). САП2, САПЗ, САП4 удовлетворительно прессуются, хуже прокатываются и штампуются при высокой температуре. САПы рекомендуется применять для деталей, работающих в условиях сильных коррозионных воздействий (паровоздушная среда при температуре 350 °С).
САСы – спеченные алюминиевые сплавы – получают брикетированием и деформированием порошков алюминия с порошками кремния, никеля, хрома и т. д. Иногда количественное соотношение порошков соответствует составу стандартных алюминиевых сплавов, но до 200 – 300 °С они обладают жаро-прочностью. Так, сплавы Д16П, АК4П (П – порошковый) имеют более высокую длительную прочность при нагреве по сравнению с Д16 и АК4.
САСы могут иметь особые физические свойства за счет изменения их состава. САС1 (25 – 30 % кремния, 5 – 7 % никеля, остальное − алюминий) характеризуется сочетанием низкого коэффициента линейного расширения и малой теплопроводности. Это позволяет использовать его для изготовления деталей, работающих при 20 – 200 °С в паре со стальными. В таком сочетании не возникает большого термического напряжения при нагреве.
Изделия из САСов не имеют технологических дефектов, связанных с литьём (окисные и шлаковые включения, ликвация) и обработкой давлением (анизотропия свойств, плёны и др.), и не требуют гомогенизации.
Дата добавления: 2017-10-09; просмотров: 3585;