Профиль резьбового соединения
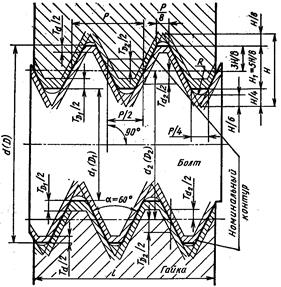
Рис.13.1.1.
Профиль, номинальные размеры диаметров, а также параметры Р, a и Н1являются общими как для наружной (болта, шпильки, винта и др.), так и внутренней (гайки, гнезда и др.) резьб.
Диаметры и шаги метрических резьбы подразделены на три ряда, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй - третьему.
Системы допусков и посадок, обеспечивающие взаимозаменяемость метрической, трапецеидальной, упорной, трубной и других цилиндрических резьб с прямолинейными боковыми сторонами профиля построены по единым принципам: они учитывают особенности конструкции резьбовых деталей и наличие взаимосвязи погрешностей отдельных параметров резьбы.
Предельные контуры резьбы. На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур. Номинальный контур резьбы определяет наибольший предельный контур резьбы болта и наименьший - гайки. Он является контуром максимума материала на обработку. От номинального контура в направлении, перпендикулярном к оси резьбы, отсчитывают отклонения и располагают вниз поля допусков диаметров резьбы болта, в противоположную сторону - поля допусков диаметров резьбы гайки. При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее размеров, возможны неконцентричность диаметральных сечений и другие отклонения, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений действительные контуры свинчиваемых деталей, определяемые действительными значениями диаметров, угла и шага резьбы, не должны выходить за предельные контуры на всей длине свинчивания.
У всех цилиндрических резьб с прямолинейными боковыми сторонами профиля отклонения шага и угла профиля для обеспечения свинчивания могут быть скомпенсированы соответствующим изменением действительного среднего диаметра резьбы.
Для упрощения контроля резьб и расчета допусков введено понятие приведенного среднего диаметра резьбы dпр(Dпр).Значение среднего диаметра резьбы, увеличенное для наружной или уменьшенное для внутренней резьбы на суммарную диаметральную компенсацию отклонений шага и угла наклона боковой стороны профиля, называют приведенным средним диаметром.
Приведенный средний диаметр для наружной резьбы:
d2пр = d2изм + fP + fa ,
для внутренней резьбы:
D2пр = D2изм - (fP + fa ),
где d2изм и D2изм - измеренные значения среднего диаметра наружной и внутренней резьб;
fP - диаметральная компенсация погрешности шага;
fa - диаметральная компенсация угла профиля.
Суммарный допуск среднего диаметра резьбы. Средний диаметр, шаг и угол профиля являются основными параметрами резьбы, так как они определяют характер контакта резьбового соединения, его прочность, точность поступательного перемещения и другие эксплуатационные качества. Однако вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра допускаемые отклонения этих параметров раздельно не нормируют (за исключением резьб с натягом, резьб калибров и инструмента). Устанавливают только суммарный допуск на средний диаметр болта Td2 и гайки ТD2, который включает допускаемое отклонение собственно среднего диаметра D d2 (D D2) и диаметральные компенсации погрешности шага и угла профиля:
Td2 (ТD2) = D d2 (D D2) + fP + fa .
Системы допусков и посадок метрических резьб. Внутренние и наружные резьбы общего назначения, а также большинство специальных резьб контактируют по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по d (D) и d1 (D1). В зависимости от характера сопряжения по боковым сторонам профиля (т. е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Посадки с зазоромрегламентированы ГОСТ 16093-81. Для получения посадок предусмотрено пять основных отклонений (d, е, f, g и h) для наружной и четыре (Е, F, G и Н) для внутренней резьбы. Эти отклонения одинаковы для диаметров d1, d2, d и D, D2, D1. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия. Схемы расположения полей допусков и основных отклонений диаметров наружной и внутренней резьбы в посадках с зазором приведены на рис.13.1.2.
При сочетании основных отклонений H/h образуется посадка с наименьшим зазором, равным нулю; при сочетании H/g, f, e, d, а также G, Е, F/h, g, f, e d образуются посадки с гарантированным зазором. Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней - нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Сочетание основного отклонения, обозначаемое буквой с допуском по принятой степени точности, образует поле допуска диаметра резьбы. Поле допуска резьбы образуют сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (d или D1).
Основные отклонения h и Н равны нулю, остальные отклонения определяют по таблицам стандартов.
Дата добавления: 2017-02-20; просмотров: 1110;