Соединение и оконцевание проводов сваркой
Технология сварки контактных соединений характеризуется способом проведения и положением свариваемых элементов. В зависимости от положения свариваемых элементов по отношению друг к другу соединения бывают внахлестку, по торцам и встык.
Способы сварки контактных соединений разнообразны. Применение того или другого способа сварки зависит от эксплуатационного назначения контактных соединений, их количества, материала проводников, их формы и размеров, условий монтажа.
Алюминий по сравнению с медью быстрее вступает в реакцию с кислородом. На поверхности свариваемых алюминиевых деталей всегда имеется оксидная пленка. Даже после удаления ее механическим или химическим способом она вновь образуется за десятые доли секунды. Эта тонкая и прочная пленка весьма тугоплавка: ее температура плавления около 2050 °С, т.е. в 2 – 3 раза выше температуры плавления алюминия и его сплавов (650 – 1000 °С). Плотность пленки в 1,5 раза больше плотности жидкого металла, поэтому при сварке пленка будет «тонуть» в жидком металле, образуя в нем включения и препятствуя процессу сварки.
При сварке алюминия и его сплавов возможно образование пористости в шве, поскольку при взаимодействии расплавленного алюминия с парами воды выделяется атомарный водород, который при рекристаллизации не успевает раствориться.
Алюминий и его сплавы характеризуются малым интервалом температур, при которых металл или сплав находятся в пластичном состоянии перед расплавлением; при нагревании он не изменяет цвета, в связи с этим затрудняется контроль степени нагрева и расплавления металла. В нагретом состоянии металл обладает хрупкостью, а в расплавленном состоянии – жидкотекучестью.
Для повышения качества контактных соединений медных и алюминиевых проводников необходимо принимать меры по защите сварочной ванны от проникновения в нее вредных веществ.
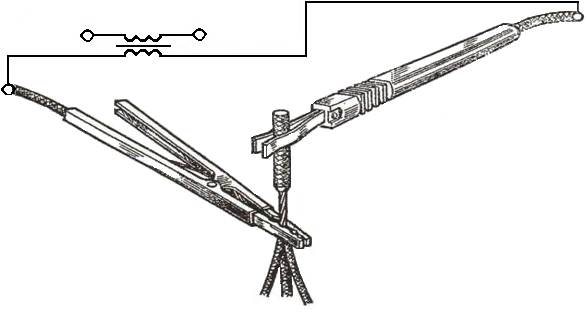
При сварке алюминиевой жилы 1 с медной жилой 2 оголенную алюминиевую жилу навивают вокруг медной так, чтобы конец последней выступал на 3 … 4 мм из-под витков (рис. 2.8.).
Скрученные жилы перед сваркой на длине 5 … 6 мм покрывают тонким слоем флюса и закрепляют.

| 
| 
|
| а) | б) | в) |
| ||
| г) | ||

| 
| 
|
| д) | е) | ж) |
Рис. 2.8. Сварка жил угольным электродом:
а – алюминиевые жилы, подготовленные к соединению, б, в – алюминиевая жила с медной, подготовленные к соединению, г – сварка жил, д – сварное соединение алюминиевых жил, е, ж – сварные соединения алюминиевой жилы с медной
После расплавления выступающего конца медной жилы и одного-двух витков алюминиевый электрод отводится и сварка прекращается.
Дата добавления: 2017-04-20; просмотров: 634;