Обзор оборудования.
Для сверловки используют разнообразный инструмент и оборудование. Начиная с простых дрелей и самодельных шаблонов, и заканчивая сложными станками с ЧПУ, которые не только сверлят отверстия, но и формируют пазы.
В индивидуальном производстве широкое распространение получили позиционные сверлильно-присадочные станки. При определенном опыте сверловка отверстий производится достаточно быстро. Точность сверления позволяет собирать мебель высокого качества. В отличие от ЧПУ станков не требует дополнительного рабочего места – конструктора.

Рисунок 36 Однотраверсный сверлильно-присадочный станок
НАЗНАЧЕНИЕ
Предназначен для сверления глухих и проходных отверстий в мебельных заготовках.
СХЕМА ОБРАБОТКИ
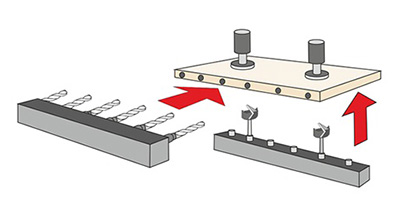
КОНСТРУКТИВНЫЕ ПРЕИМУЩЕСТВА
| Поворотная сверлильная траверса на 21 шпиндель | |

| Поворотная сверлильная траверса на 21 шпиндель. Разворот осуществляется с помощью пневматического привода, достаточно переключить тумблер. Это позволяет осуществлять сверление всех монтажных отверстий, как в пласть заготовки, так и в торец. |
| Боковая линейка | |

| Боковая линейка может откидываться в сторону, что удобно при сверление длинных деталей. |
| Быстросъемные патроны | |
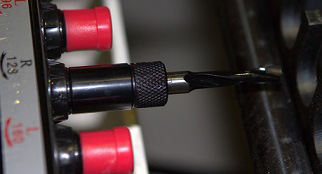
| Быстросъемные патроны с закрепленными в них сверлами позволяют оперативно устанавливать необходимый инструмент. |
| Трехметровая линейка | |

| Трехметровая линейка позволяет осуществлять обработку габаритных деталей. Идет в стандартной комплектации. |
| Откидные упоры | |
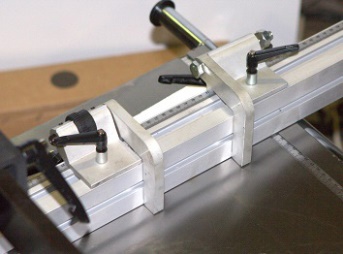
| Откидные упоры позволяют оперативно и точно базировать деталь. В стандартной комплектации идет два вида упоров, стандартный и с микрометрической настройкой. |
| Пневматический прижим | |

| Пневматический прижим двумя цилиндрами осуществляет надежную фиксацию заготовки во время работы. |
| Настройки глубины и высоты сверления | |

| Настройки глубины и высоты сверления происходят при помощи специальной рукоятки по цифровому счетчику, обеспечивая точную настройку во время сверления в торец заготовки. |
| Пульт управления станка | |

| Пульт управления станка находиться на передней панели станка, удобен в работе и интуитивно понятен. |
(ligamachinery)
На более серьезных производствах ставят уже станки ЧПУ. Наиболее производительными можно назвать станки проходного типа

Рисунок 37 Проходной сверлильный станок с ЧПУ
Витап SIGMA 2 T
Новый автоматический сверлильно-присадочный станок от Витап проходного типа:
- более массивная станина;
- правая горизонтальная сверлильная группа перемещается по призматическим линейным направляющим для обеспечения плавности хода и точности настроек;
- более скоростная и точная система позиционирования прижимов;
- полезная рабочая длина 2500 мм уже в стандартной комплектации станка Витап;
- усовершенствованная система конвейера для подачи заготовок;
- специализированное программное обеспечение (опция) для работы с CAD программами
Сверлильно-присадочный станок Витап SIGMA 2 T от Vitap стал более мощным и надежным, более высокоскоростным и точным.
Наиболее общая комплектация включает 4 вертикальные сверлильные группы и 2 горизонтальные сверлильные группы, с помощью которых за один проход может быть выполнено сверление наиболее часто встречающихся перфорационных схем. Другие комплектации имеют по 2 вертикальные и горизонтальные сверлильные головки для обработки простых деталей, или до 6 вертикальных.
Витап SIGMA 2BR
Главной особенностью машины является возможность одновременной установки до 8 рабочих головок для вертикального сверления на нижней рабочей поверхности и до 4 рабочих головок для вертикального сверления на верхней рабочей поверхности станка Витап.
Технические характеристики:
| Модель | Витап SIGMA 2 T | Витап SIGMA 2BR |
| количество горизонтальных шпинделей, шт | 21+21 | 21+21 |
| количество независимых нижних вертикальные сверлильных групп, шт | до 6 | до 10 |
| количество независимых верхних вертикальные сверлильных групп, шт | нет | до 4 |
| количество вертикальных нижних и верхних сверлильных шпинделей, шт | 2x9 или 2x11 | 2x9 или 2x11 |
| механизм перемещения вертикальных сверлильных групп | ПРИЗМАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ С ЭЛЕКТРОННЫМ ЦИФРОВЫМ ИНДИКАТОРОМ Витап | |
| расстояние между двумя шпинделями, мм | ||
| полезная рабочая длина, мм | 2000 (опция 2500) | |
| мин. расстояние между верт.головками, мм | ||
| макс.глубина сверления, шт | ||
| мощность двигателя горизонтального блока Витап, кВт | 2 х 1,8 | 2 х 1,8 |
| мощность двигателя вертикального блока, кВт | по 1,1 | по 1,1 |
| линейка 3000 мм с 4-мя пневматическими упорами, шт | ||
| габаритные размеры Витап, мм | 3300(3800)х1400х1600 | 4700x1700x1820 |
| вес, кг | от 1700 | от 4100 |
ОПЦИИ:
Тормоз гидравлический (с масляной средой) (Витап, арт. 36502172)
Быстросменный патрон для хвостовика сверла диам. 10 мм (Витап, арт. 17452)
Подающий конвейер 700мм (Витап, арт. 36502660)
Принимающий конвейер 700м (арт. 36502683)
Центральное подающее устройство для предотвращения прогиба длинных узких заготовок (Витап, арт. 36502534)
Миниконвейер на выходе для небольших заготовок (арт. 36503067)
Устройство для сбора опилок (Витап, арт. 36503990-2780)
Дополнительный прижим 03. (Витап, арт. 36102670)
Пример расчета рабочей смены для сверлильно присадочного станка Витап SIGMA:
Средняя производительность: 20 деталей в минуту.
Общее количество вертикальных шпинделей: 220 шт.
Время перенастройки станка Витап (мин/макс): 5/20 мин.
Максимальное количество шкантов в одной стороне: 6 шт.
Количество часов в смене: 8 часов.
| Артикул детали | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 | №9 | №10 | №11 | №12 | ИТОГО: |
| Кол-во деталей в партии Витап,шт | |||||||||||||
| Время настройки Витап, мин | |||||||||||||
| Время обработки, мин | |||||||||||||
| Общее время, мин |
(mdmtechno)
Дата добавления: 2017-01-13; просмотров: 1569;