Оборудование для гибки листа.
Оборудование для гибки труб.
Гибка намоткой на станке ТГС 2М:
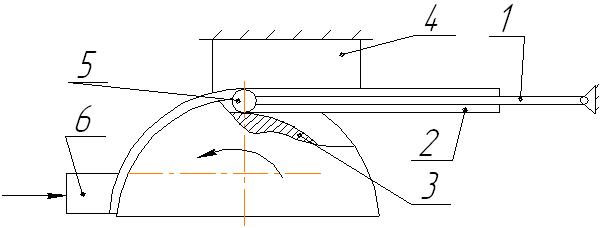
Станок позволяет получать трубы диаметром до 80 мм с наибольшим углом изгиба 2200 и радиусом кривизны 50-350 мм. Изгиб осуществляется только в одной плоскости.
Для каждого диаметра трубы изготовляется своя оснастка.
Трубогибочный станок ТГПС-2:
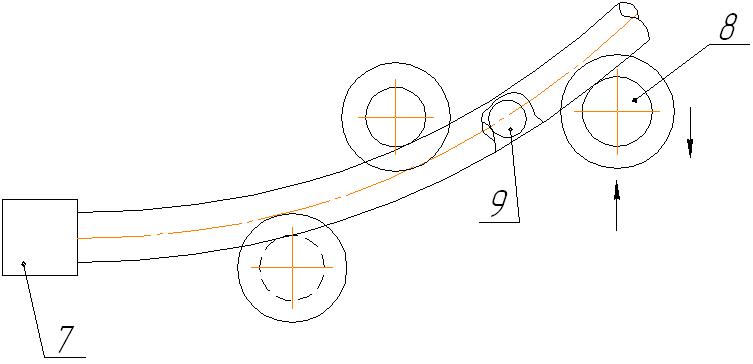
Станок позволяет изгибать трубы длинной до 2400 мм из известных и черных сплавов диаметром 8-32 мм в разных плоскостях с прямыми участками изгибами не менее 60-80 мм.
7. цанговый патрон
8. гибочный ролик
9. дорн
Ролики меняются при изменении размера трубы.
Станок ТГСП1 с программным управлением изгиб труб диаметром 6-25 мм и длиной до 3000 мм:
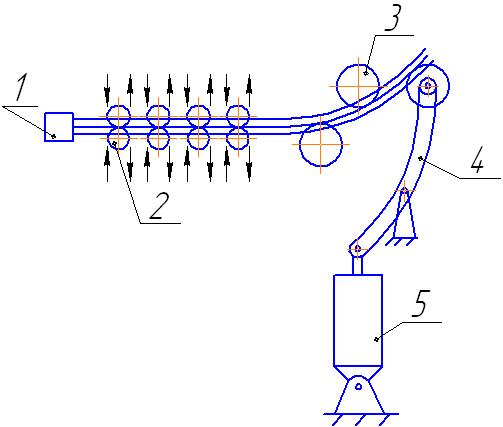
Схема деформирования проталкиванием заготовки. Направляющие ролики 2 предохраняют прямой участок трубы от продольного изгиба.
Станок ТППС-2 могут быть оборудованы индукционным нагревом:

1. цанг патрон
2. опора
3. индуктор
4. гибочный ролик
5. труба
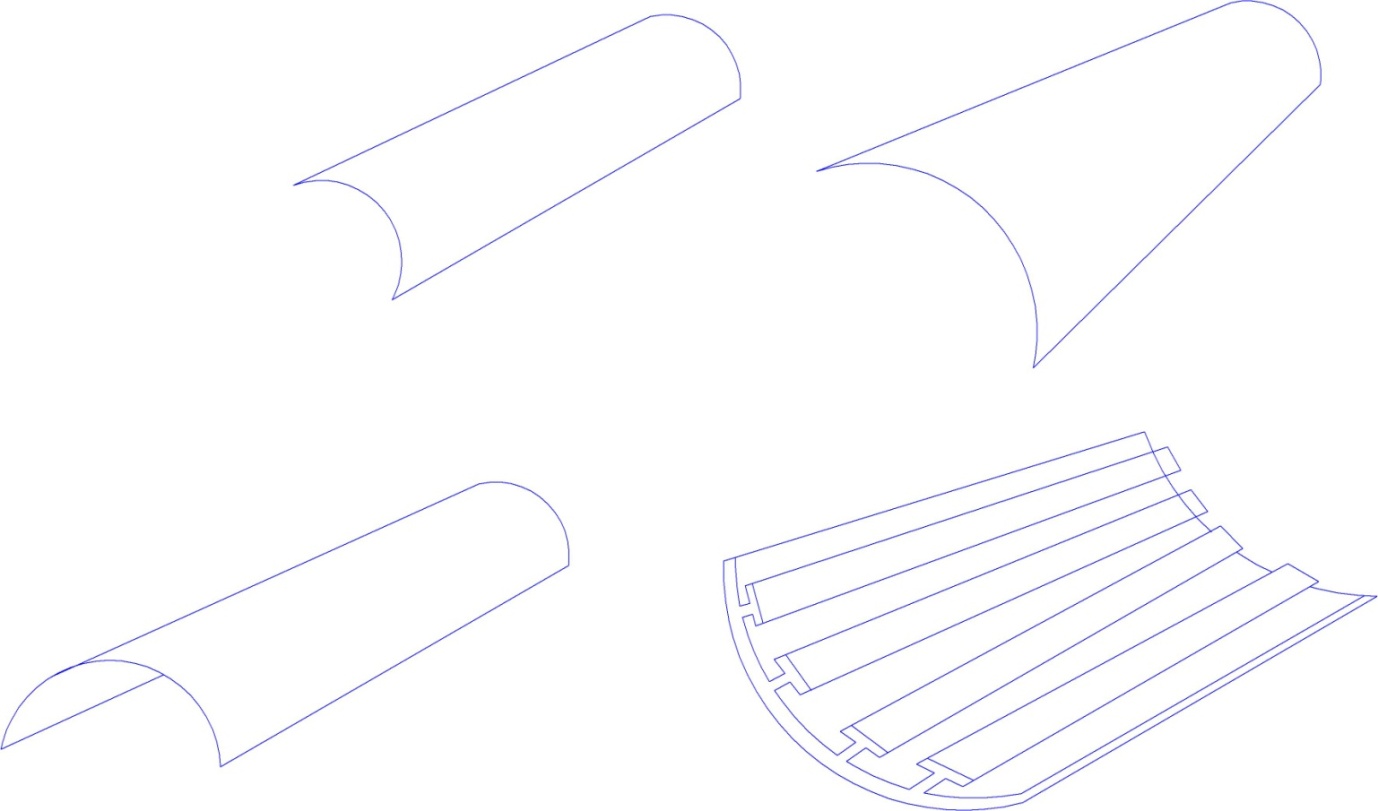
Оборудование для гибки листа.
Валковые листогибочные машины широко применяются для изготовления деталей одинарной кривизны, имеющих цилиндрическую или коническую форму- обшивки фюзеляжа, крыла оперения самолета.
Валковые станки выполняются с горизонтальным расположением валков, что обеспечивает удобной подачи листа в станок.
Основной рабочий инструмент в станках - валки.
По количеству валков различают 2х, 3х и 4х валковые машины.
По расположению валков различают станки с симметричным и ассиметричным расположением валков.
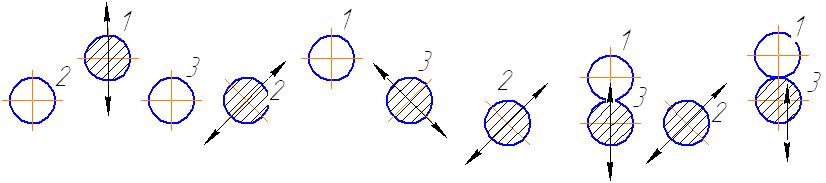
Трех валковые с симметричным и ассиметричным расположением валков.
Четырех валковые с симметричным и ассиметричным расположением валков.
Основной недостаток симметричных станков заключается в том, что на них невозможно получить изгиб листа по всей его длине, т.е. на концах заготовки остаются прямые кромки.
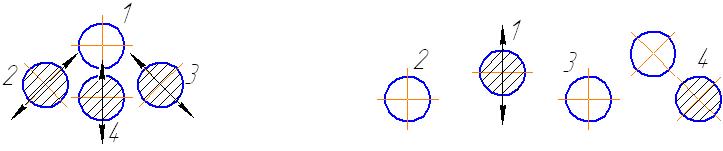
У ассиметричных станков верхний валок (1) располагается или точно над одним из нижних валков (2,3) или над нижним с небольшим смещением заднего нижнего валка. Такое расположение валков дают возможность устранить недостатки станков с симметричным расположением валков. Однако следует отметить, что при ассиметричной схеме гибки листов возникают значительно большие усилия на валках. За счет изменения расстояний между валками лист можно согнуть на любой радиус, но не менее радиуса верхнего валка. Длина валков может быть различной. Если длина валка более 3 м по длине нижних валков устанавливают опорные валки.
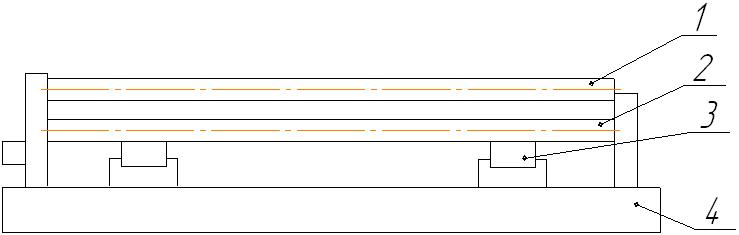
1,2. рабочие валки
3. опорные валки
4. станина
За счет установки валков 2 и 3 на определенный угол можно получить конические заготовки с углом конусности до 200. Трех валковые станки являются наиболее распространенные и были простые по конструкции, их назначение получать цилиндрические или конические поверхности заготовок. В отличие от трех валковой машины у четырех валковых станков под средним валком поставлен нижний валок. Симметричные станки имеют привод от электродвигателя. Верхний валок регулируется по высоте и может быть установлен в наклонное положение при гибке конических заготовок. Конструктивные разновидности станков с регулируемым расстоянием между валками, что дает возможность осуществлять гибку заготовок различной толщины. Иногда в конструкциях делают сменный верхний валок. Представляю трех валковые станки с траверсой, что расширяет технологические возможности оборудования.
Классификация станков:
| КГЛ-1М | КГЛ-2 | КГЛ-3 | |
| Размер заготовки мм | |||
| Наибольшие усилия Т | |||
| Расстояние между нижними валками | |||
| Угол наклона траверсы | |||
| Мощность эл.дв. кВт | 48.2 |
Гибочно-листовые станки ГЛС, которые выполняются по трех валковой и четырех валковой схеме:
ГЛС-05К ГЛС-2,5 - трех валковая
ГЛС-2К ГЛС-4 – четырех валковая
ГЛС-12 – длина заготовки -12 м, толщина до 60 мм
На станке можно осуществлять доводку заготовок
ГЛС-12 усилие 2000Т
ГЛС-2 для изготовления конической
Длина заготовки 2000 мм усилие 0,15 Т
Оборудование с копировальным устройством.
Оборудование с ЧПУ.
Управляющие параметры процесса.
Усилие изгиба:
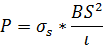
B- ширина заготовки
S- толщина заготовки
 - расстояние между 2мя роликами
- расстояние между 2мя роликами
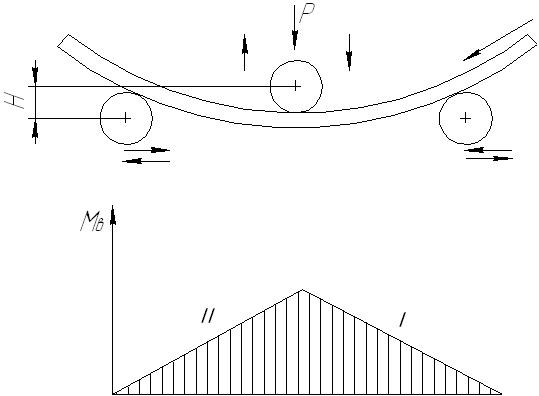
Ι- зона нагрузки
ΙΙ- зона разгрузки
| <== предыдущая лекция | | | следующая лекция ==> |
| ХИРУРГИЧЕСКИЕ БОЛЕЗНИ ВЗРОСЛЫХ 14 страница | | | В ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПРИБОРАХ |
Дата добавления: 2016-08-07; просмотров: 1312;