Предварительное проектирование
На этапе предварительного проектирования обычно решаются следующие задачи : 1. Изыскание и разработка принципов построения системы, отвечающих заданных требованиям; 2. Разработка и оптимизация структуры системы по основным (определяющим) критериям; 3. Изыскание и разработка принципов построения техн.средств, обеспечивающих создание; 4. Изыскание (разработка) методов оптимизации хар-к систем и их состав-щих; 5. Разработка методов проектирования, обесп-щих достижения заданных хар-к с наименьшей затратой времени и сил. Решение указанных задач носит поисковый характер. На этом этапе можно вести работы по обеспечению надежности.
Результаты предварительного проектирования оформляются техн. предложениями, либо в виде аван-проекта. В ряде случаев допускается делать отчет по ГОСТ 2.118-73 (работа носит поисковый характер).
- Принципы управления, используемые в СУ.
ОУ подвержен воздействию различных внешних возмущений, вследствие чего управляемая величина отклоняется от заданного значения. Задачей устройства управления является обеспечение соответствия управляемой величины задающему значению путем передачи на ОУ необходимого управляющего воздействия.
Управление по задающему воздействию:
Существуют САУ управляющие только по заданному воздействию g(x) представляющему в этом случае команды программы. Такое управление называют жестким, т.к. при этом не учитываются действительное значение управляемой величины y(t) и возмущающегося воздействия f(t). Подобные САУ дают удовлетворительное качество лишь при высокой стабильности параметров САУ и внешней среды и при не высоких требованиях к точности. По структуре эти САУ являются разомкнутыми, т.к. не имеют ОС по управляемому параметру y(t) и нет замкнутого контура управления
Управление по возмущению:
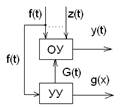
Основано на принципе компенсации возмущений. Управляемый параметр не изменяется, а используется информация о внешнем воздействии f(t). При этом сначала выясняют какое возмущающее воздействие является основным, а затем выясняют как необходимо менять значение управляемого параметра при изменении данного возмущающего воздействия, для того чтобы поддерживать его значение постоянным. Достоинство – имеется возможность полной компенсации возмущения. Недостаток – в случае преобладания неконтролируемых возмущений z(t) этот способ не дает требуемой точности.
Управление по отклонению:

Более высокое качество управления позволяет получить замкнутые САУ, в которых не используется информация об управляемой величине y(t) и задающем возмущении g(x). Сначала измеряется y(t), затем это значение сравнивается с задающем и при наличии разности (сигнал рассогласования) вырабатывается управляющее воздействие G(t), направленное в сторону уменьшения сигнала рассогласования. Такое управление можно назвать гибким, т.к. при этом учитывается действительное состояние ОУ. Информация y(t) передается в устройство управления (УУ) образуя контур главной ОС.
Недостатки – затруднено управление, возникающее при разработке быстродействующих СУ. Стремление повысить точность работы такой системы и увеличить коэффициент усиления приводит к потере устойчивости. Решение – в комбинированном управление.
Комбинированное управление: используется в САУ, в которых используется информация одновременно о трех воздействиях g(x), y(t), и f(t). Комбинированные САУ имеют более высокое качество управления, чем системы работающие только по отклонению, т.к. информация о значении возмущающего воздействия f(t) позволяет устройству управления с предвидением, т.е. начинать компенсацию внешнего возмущения. Это дает возможность повысить точность и быстродействие системы.
3. Составить условный алгоритм поиска неисправности в виде дерева логических возможностей минимальной формы для объекта диагностики, структурная схема которого представлена на рисунке:

а) каковы точки начального разбиения множества проверок, приводящие к построению ДЛВ минимальной формы?
б) какова суммарная длина ветвей ДЛВ минимальной формы?
Ответ:Представляем структурную модель объекта диагностики в виде направленного графа, указываем индексы предшествования элементов объекта диагностики:
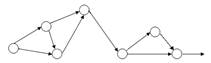
Данная структура содержит гамильтонов путь. Преобразуем полученный граф, исключив транзитивные связи, проставив индексы предшествования элементов объекта диагностики:

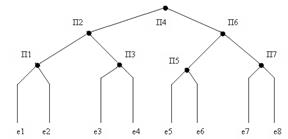
Для структуры, содержащей гамильтонов путь, может быть построено ДЛВ минимальной формы. Для данного примера число элементов объекта диагностики n=7, число исходов L=n+1=7+1=8=23. Поэтому ДЛВ одно. Индекс предшествования элемента начального разбиения равен L/2=4. Суммарная длина ветвей ДЛВ минимальной формы 
ДЛВ минимальной формы имеет вид:
- Технологическая производительность рабочей машины, ее сущность и определяющие факторы. Основные направления повышения технической производительности.
Технологическая производительность.
 ,где tp – время рабочих ходов.
,где tp – время рабочих ходов.
 шт/мин.
шт/мин.
Производительностью рабочей машины называется количество выпускаемой на данной машине продукции в единицу времени. В машиностроении за основу взята штучная производительность, т.к. значительную часть представляет штучная продукция. Если за период рабочего цикла изготавливается одно изделие, то цикловая производительность
Если за период рабочего цикла производится Р изделий, то

Если tвспом=0, то Т=tраб, тогда Qy=1/tp=K, где К – технологическая производительность. Коэффициент К показывает, сколько продукции выпускает машина в минуту. Этот вид удобен для оценки эффективности на стадии проектирования. Например, если согласно тех.процессу tp = 2 мин., то проектируемую машину можно считать, что она не может иметь техническую производительность выше К= 0,5 штук продукции в мин. Повышение технологической производительности достигается интенсификацией режимов резания, применением прогрессивных тех.процессов и т.д. Qy всегда меньше или равно К. В автоматизированном оборудовании дискретного действия со вспомогательными ходами Qy меньше К.
Для автоматов и автоматических линий непрерывного действия технологическая производительность означает количество деталей, обрабатываемых в единицу времени. В последние годы развертывается автоматизация линейного, штамповочного производства, термической и технохимической обработок; все большее количество автоматических линий создается не только в автомобильной, тракторной, подшипниковой промышленности, но и в других отраслях. Значительное применение получили новейшие системы управления на электронной основе и прежде всего системы программного управления. Процесс развития автоматизации проходит по восходящей спирали. На первом витке развития за двести лет станки прошли путь от универсальных станков с ручным управлением до комплексных автоматических линий и заводов на их базе. В это время были изобретены универсальные специализированные автоматы и полуавтоматы, агрегатные станки, линии из агрегатных станков, автоматические линии из универсальных автоматов и ,наконец, комплексные автоматизированные линии и заводы на из базе. Недостатки первой стадии – выгоды только при массовом производстве, потеря мобильности и универсальности. На создание линии уходит четыре – пять лет и окупается она лет за 15, что приводит к выпуску морально устаревших изделий. На втором витке в середине 50-тых началось применение оборудования с ЧПУ. Для ЧПУ, по сравнению с другими автоматами, характерна универсальность и большая производительность. Недостатки второй стадии – автоматизация отдельных машин в отрыве от всего комплекса работ не дает должного экономического эффекта. При традиционной организации производства непосредственно время резания заготовки занимает ничтожное время по сравнению с общим циклом производства. Большую часть времени занимают вспомогательные операции и хранение. Третий виток – гибкое интегрированное производство (объединение отдельных систем в гибкое автоматизированное производство). Четвертый виток – гибкие производственные системы. Пятый виток – безотказные самовосстанавливающие производственные системы. Шестой виток – самообновляющиеся производственные системы.
Дата добавления: 2016-05-05; просмотров: 2049;