ОПРЕДЕЛЕНИЕ СТЕПЕНИ БЕЗОПАСНОСТИ ТЕХНОЛОГИЧЕСКИХ СХЕМ
2.1. Для определения степени безопасности принимаются элементы технологических операций, выполняемые с использованием ручного труда Элементы технологических операций определяются по РД 31 4004 — 80 «ЕСТПП МП. Методика оптимизации технологических процессов погрузочно-разгрузочных работ и выбора средств технологического оснащения» (прил. 2) .
2.2. Вероятность отсутствия травм при перегрузке r-го погруза по i-й технологической схеме Pік определяется как произведение вероятностей отсутствия травм при выполнении і-го элемента операции P1kj по той же технологической схеме:
Piк = nnplkJ, (1)
j i
где i — индекс технологической схемы (i= 1, 2, 3, ...,h); r — индекс груза (r 1, 2, 3, 4, 5, 6) ;
i — индекс элемента технологической операции (i=1, 2, 3, 4,5,6);
j — число повторений i-го элемента операции в i -й технологической схеме.
2.3. Вероятность отсутствия травм на i-м элементе технологической операции при перегрузке r-го груза за 1 цикл P1kj определяется по формуле
P1kj=(1-Р'kj)t ikj (2)
где P'kj — элементарная вероятность возникновения несчастного случая (аварийной единицы трудоемкости) при выполнении /-го элемента операции при перегрузке r-го груза; определяется по табл. 1;
tiklj — трудоемкость выполнения j-го элемента операции при перегрузке r-гo груза по i-й технологической схеме за 1 цикл; определяется на основании Нормативов на погрузочно-раз-грузочные работы, выполняемые в морских портах (1964), и Единых комплексных норм выработки (1978), утвержденных постановлением от 02.09.77 № 287 Госкомитета СМ СССР по труду и социальным вопросам.
2.4. Средняя интенсивность наступления несчастного случая по
времени Lопределяется по формуле
L= (1— Piк)Мiк, (3)
где Мiк— количество рабочих циклов при перегрузке заданного объема r-гогруза по i -й технологической схеме;
Таблица 1
Вероятность возникновения несчастного случая за единицу трудоемкости при выполнении элементов технологических операций P'kl
| Грузы | Элементы технологических операций | ||||||||||||||
| ФГ | РГ | ЗГ | ОГ | ЗП | ОП | ||||||||||
| 1. В мешках | 0,167-107 | 0,111-10-7 | 0,194- 10-7 | 0,167-107 | 0,278- 10-8 | 0,83-10 -8 | |||||||||
| 2. В ящиках | 0,111-10-7 | 0,83-10 -8 | 0,222 -10-7 | 0,583-10 -7 | 0,639 10-8 | 0,694 -10-8 | |||||||||
| 3 В бочках | 0,277-10 -7 | 0,194- 10-7 | 0,5510 -8 | 0,194-10-7 | 0,640-10-8 | 0,70-10-8 | |||||||||
| 4. В кипах | 0,111-10-7 | 0,305 10-7 | 0,638- 10-7 | 0,278- 10-8 | 0,632 -10-8 | 0,694 10-8 | |||||||||
| 5. Круглый лес, алансы | — | 0,167-107 | 0,194- 10-7 | 0,639 -10-7 | — | — | |||||||||
| 5 Металлогрузы | — | — | 0,194- 10-7 | 0,639- 10-7 | — | — | |||||||||
Примечания. 1 Прочерки в таблице означают принципиальное отсутствие данного элемента при перегрузке соответствующего груза по любой технологической схеме
2. Значения Рiк, должны корректироваться каждые 5 лет
Mik = Qik/qik (4)
где Qik — количество k-то груза, перегружаемого по i-й технологической схеме, т;
qik — масса груза, перегружаемого за 1 цикл по i-й технологической схеме, т.
2.5. Число несчастных случаев, которые могут произойти при перегрузке k-то груза по гi-й технологической схеме, Nik определяют с доверительным интервалом вероятности 0,95 из табл. 2, исходя из полученных в результате расчетов значений λ,.
Таблица 1
| λ | <0,08 | <0,29 | <0,59 | <0,96 | < 1 ,39 | <1,86 | <2,36 | <2,9 |
| N | ||||||||
| λ | <3,46 | <4,03 | <4,63 | <5,2 | < 5,875 | <6,525 | <7,17 | < 7,825 |
| N | 15, |
2.6. Данную Методику не следует использовать для прогнозирования травматизма, так как получаемое в результате расчета ожидаемое число несчастных случаев не является абсолютно обязательным; оно означает, что при работе по заданной технологической схеме с заданной вероятностью может произойти не более данного числа несчастных случаев. Нормативная база приведена в прил. 3.
3. ИСПОЛЬЗОВАНИЕ МЕТОДИКИ ДЛЯ СРАВНЕНИЯ И ВЫБОРА ВАРИАНТОВ ТЕХНОЛОГИЧЕСКИХ СХЕМ
3.1. При сравнении вариантов по экономическим показателям следует определить вероятные убытки от несчастных случаев, отнесенные на единицу грузооборота, S'ik по формуле
S'ik=Nik Sy/Qik
где Nik — вероятное число несчастных случаев при перегрузке заданного грузооборота Qik по i-й технологической схеме; Sy — средние убытки от одного несчастного случая (по портам ММФ Sy = 600 p.), р.
Прибавляя вероятные убытки от несчастных случаев, отнесенные на единицу грузооборота, к удельным затратам на 1 т й-го груза, перегружаемого поi'-й технологической схеме, получим (р.):
S'ik =S"ik+S"ik
где Slk — суммарные удельные приведенные затраты на перегруз 1т r-гo груза по i-й технологической схеме с учетом убытков от ожидаемого травматизма;
S"ik — удельные приведенные затраты на перегрузку 1 т r-гo груза по i-й технологической схеме без учета убытков от травматизма.
При сравнении выбирается технологическая схема, для которой Sik=min.
Примеры расчета степени травмоопасности технологических схем приведены в прил. 1.
3.2. При определении вероятности отсутствия травм на /-м элементе технологической операции Piк выявляются наиболее травмоопасные элементы операций, для которых Piкj=max, с целью принятия решений по повышению степени безопасности всей технологической схемы.
ПРИЛОЖЕНИЕ 1 (справочное)
ПРИМЕРЫ РАСЧЕТА СТЕПЕНИ ТРАВМООПАСНОСТИ ТЕХНОЛОГИЧЕСКИХ СХЕМ
1. Пример 1
1.1. Исходные данные
Для перегрузки 50 тыс. т грузов в бочках класса Б-115 предлагаются технологические схемы:
А — вагон (вручную) — поддон — погрузчик с вилочным захватом — кран — подвеска для поддонов — трюм (вручную);
Б — вагон (вручную) — погрузчик с многоштыревым захватом — кран — храпцы — трюм (вручную).
В технологической схеме А «подъем» состоит из 6 бочек, установленных на плоский поддон. Масса «подъема» qi = l,2 т.
В технологической схеме Б «подъем» состоит из 12 бочек, навешиваемых на раму. Масса «подъема» q2 = 2,4 т.
1.2. Расчет показателя травмоопасности для технологической схемы А проводится по табл. 1.1.
Из табл. 2 Методики выбирается ожидаемое число несчастных случаев, соответствующее λ i = l,7, т. е. .Ni = 5.
1.3. Расчет показателя травмоопасности для технологической схемы Б проводится по табл. 1.2.
Из табл. 2 Методики выбирается ожидаемое число несчастных случаев, соответствующее λ =0,899, т. е. N2=4. Так как N2<Ni, то технологическая схема Б является менее травмоопасной, чем технологическая схема А.
2. Пример 2
2.1. Исходные данные
Для перегрузки 50 тыс. т грузов в мешках класса М-50 предлагаются технологические схемы:
А — трюм (вручную) — поддон — кран — вагон (вручную);
Б — трюм (вручную) — грузовая сетка — кран — вагон (вручную).
В технологической схеме А «подъем» формируется на поддоне. Масса «подъема» qi = l,5 т.
В технологической схеме Б «подъем» формируется в грузовой сетке. Масса «подъема» qi = 2,4 т.
2.2. Расчет показателя травмоопасности для технологической схемы А проводится по табл. 2.1.
Из табл. 2 Методики выбирается ожидаемое число несчастных случаев, соответствующее λ1 = 0,98, т.е N1 = 5.
2.3. Расчет показателя травмоопасности для технологической схемы Б проводится по табл. 2.2.
Из табл. 2 Методики выбирается ожидаемое число несчастных случаев, соответствующее λ1 =0,99, т. е. N2 = 5. Так как Ni = N2, то с позиций обеспечения безопасности обе технологические схемы равнозначны. Приложение 1 (продолжение)
Таблица 1.1
| Показатель | ФП1 | ЗГ1 | ОГ1 | ЗП1 | ОП1 | РГ1 |
| 1. Tiкj (из нормативов на ПРР) | ||||||
| 2. Р'кj (из табл. 1 Методики) | 0,277. 10-7 | 0,55.10-8 | 0,194. 10-8 | 0,64.-10-8 | 0,7. 10-8 | 0,194. 10-7 |
| 3. PlkJ=(l— P'kj)tiк j | 0,999984 | 0,99999992 | 0,99999998 | 0,9999999 | 0,99999996 | 0,999989 |
| 4. Plk = ППPlkJ j 1 | 0,999972 | — | — | — | ||
| 5. MIk= Qik q qiк | — | — | — | |||
| 6.L j = (l— P,k)Mk | 1,17 | — | — | — |
Таблица 1.2
| Показатель | ФГ2 | ЗГ2 | ОГ2 | РГ2 | |
| 1 Tiкj (из нормативов на ПРР | |||||
| 2. P'kj (из табл. 1 Методики | 0,277.10-7 | 0,55.10-8 | 0,194.10-8 | 0,194.10-7 | |
| 3. PlkJ = (l-P'kJ)ti'kJ | 0,999975 | 0,99999966 | 0,9999999915 | 0,999982 | |
| 4. Рш = ППРiкj J 1 | 0,9999568 | — | |||
| 5. Mlk = Qik q qiк | — | ||||
| 6.L2 =(l— PIk)M,k | 0,899 | — |
Таблица 2.1
| Показатель | ФГ1, | ЗГ1 | ОГ1 | РГ1 | ЗП1 | ОП1 |
| 1. Tikj (из нормативов на ПРР) | ||||||
| 2. P'ikj (из табл. 1 Методики) | 0,167.10-7 | 0,194.10-7 | 0,167.10-7 | 0,111.10-7 | 0,278.10-8 | 0,83.10-8 |
| 3. PIk]=(l — P'kj) tiк i | 0,999981 | 0,9999997 | 0,9999998 | 0,9999999 | 0,99999998 | 0,9999999 |
| 4. Pik = ППРiк i | 0,99997 | |||||
| 5. Мiкk= Qik/qik | ||||||
| 6. L1=(l-PIk) Мiкk | 0,98 |
Таблица 2.2
| Показатель | ФГ2 | ЗГ2 | ОГ2 | РГ2 | ЗП2 | ОП2 |
| 1.Tikj (из нормативов на ПРР) | ||||||
| 2. P'кkj (из табл. 1 Методики) | 0,167.10-7 | 0,194.10-7 | 0,167.10-7 | 0,111.10-7 | 0,278.10-8 | 0,83.10-8 |
| 3. PIk]=(l — P'kj) tiк i | 0,999975 | 0,99999942 | 0,99999963 | 0,9999863 | 0,99999998 | 0,99999993 |
| 4. Pik = ППРiк j 1 | 0,99 | |||||
| 5. Мiк= Qik/qik | ||||||
| 6. .L1=(l-PIk) Мiкk | 0,99 |
ПРИЛОЖЕНИЕ 2 (справочное)
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В МЕТОДИКЕ
Безопасность технологической схемы определяется отсутствием несчастных случаев при работе по данной схеме. В Методике определения степени безопасности технологических схем приняты следующие определения. ,
1. Технологическая схема — производственная система, включающая в себя совокупность основного и вспомогательного оборудования, персонала и средств обслуживания, способная выполнять I функциональные задачи в условиях максимальной безопасности.
Технологическая схема определяет состав и последовательность операций, типы машин, грузозахватных устройств, приспособлений и средств укрупнения, используемых при выполнении каждой операции.
2. Технологическая операция характеризует совершаемые с грузом действия (захват, перемещение, укладка и т. п.), которые в совокупности обеспечивают изменение местоположения груза.
3. Элемент технологической операции — технологически однородный комплекс приемов работы, характеризуемый неизменностью организационно-технических условий и состава исполнителей и являющийся составной частью технологической схемы. Для выбора элементов технологических операций, для которых следует определить степень безопасности, рекомендуется построить структурную технологическую схему в виде

где ФГ— формирование груза; включает взятие груза, перенос и укладку его на грузозахватное приспособление (ГЗП) или средство пакетирования;
РГ — расформирование груза; означает взятие груза с ГЗП или средства пакетирования, перенос и укладку его в штабель;
ЗГ — зацепка (строповка) груза; включает работы по обвязке груза или навешиванию на ГЗП, а также переход рабочего к грузу и от груза;
ОГ—отцепка (отстроповка) груза; включает снятие с груза ГЗП, подход рабочего к грузу и отход от него;
ЗП — зацепка (навешивание) ГЗП без груза на грузозахватный орган перегрузочной машины, подход к ГЗП и отход от него;
ОП — отцепка (снятие) ГЗП без груза с грузозахватного органа перегрузочной машины, подход к ГЗП и отход от него;
ХГ — перемещение груза перегрузочной машиной;
ХП — перемещение машины или грузозахватного органа машины без груза.
Для расчетов степени безопасности принимаются элементы технологических операций, выполняемые с использованием ручного труда. К ним относятся: ФГ, РГ, ЗГ, ОГ, ЗП и ОП.
4. Безопасность технологической схемы характеризуется таким соотношением опасных факторов на всех фазах ее существования, при котором вероятность возникновения несчастных случаев сводится к минимуму.
5. Степень безопасности технологической схемы — вероятность отсутствия несчастных случаев при работе по данной схеме.
6. Степень травмоопасности — вероятность наступления хотя бы одного несчастного случая при тех же условиях.
7. Аварийная единица трудоемкости — элементарный промежуток времени, в течение которого с одним человеком происходит один несчастный случай; принимается равным 1 чел.-с.
8. Рабочий цикл — период времени между двумя начальными технологическими операциями при работе по одной технологической схеме.
ПРИЛОЖЕНИЕ 3 (справочное)
НОРМАТИВНАЯ БАЗА ДЛЯ РАСЧЕТА СТЕПЕНИ БЕЗОПАСНОСТИ ТЕХНОЛОГИЧЕСКИХ СХЕМ ПРР
| Показатель | Обозначение | Источник получения, метод определения | ||
| 1. Обозначение индексов: индекс элемента технологических операций | i | Для расчетов принимаются элементы: ФГ, РГ, ЗГ, ОГ, ЗП, ОП; i=1, 2, 3, 4, 5, 6; | ||
| индекс технологической схемы | i | i=1, 2, 3, ..,n r=1, 2, 3, 4, 5, 6 | ||
| индекс категории грузов | r | « В табл. 1 Методики r=1, 2, 3, 4, 5, 6 | ||
| 2. Трудоемкость элементов технологических операций | tlkj | Определяется по методике расчета комплексных норм выработки на ПРР, изложенной в Нормативах на погрузочно-разгрузочные работы, выполняемые в морских портах (М.: Транспорт, 1964). | ||
| 3. Элементарная вероятность возникновения несчастного случая при выполнении j-ro элемента технологической операции | Р'ikj | Выбирается из табл. 1 Методики. Значения определены на основе статистических данных по портам ММФ за 1966— 1979 гг. Корректируется один раз в 5 лет. Может быть рассчитана по каждому порту, пароходству, бассейну методом, изложенным в прил. 4 | ||
| 4. Удельные затраты на 1 т груза при перегрузке по i-й технологической схеме k-то груба | S'' ik | Определяются в соответствии с РД 31.40.04 — 80. «Методика оптимизации технологических процессов погрузочно-разгрузочных работ и выбора средств технологического оснащения» | ||
| 5. Средние убытки от одного несчастного случая | Sy | По портам ММФ составляют 600 р. на один несчастный случай | ||
ПРИЛОЖЕНИЕ 4 (рекомендуемое)
УСТАНОВЛЕНИЕ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ ВЛИЯНИЯУДЕЛЬНОЙ ТРУДОЕМКОСТИ ПЕРЕГРУЗКИ НА ПОКАЗАТЕЛЬ ЧАСТОТЫ НЕСЧАСТНЫХ СЛУЧАЕВ
1. Основной задачей при построении уравнения регрессии является определение вида аналитической зависимости результативного признака kчk от фактора Тудк
Исходными данными служат статистические показатели удельной трудоемкости перегрузки k-ro груза Tудк и частоты несчастных случаев, имевших место при перегрузке этого груза, Rчк за ряд лет (не менее 10).
1.1. Коэффициент частоты несчастных случаев при перегрузке k-го груза определяется следующим образом:
Rчk=hk/Nk .1000, (1)
где Rчк — коэффициент частоты несчастных случаев при перегрузке k-ro груза;
hk — число несчастных случаев, имевших место при перегрузке k-ro груза за изучаемый период (за год);
Nk —среднесписочнсе число рабочих, занятых на перегрузке k-ro груза за тот же период:
Nk= Eтк/ Тгод (2)
где EТk—суммарная трудоемкость перегрузки k-ro груза, чел.-смен;
Тгод — средний годовой бюджет рабочего времени на 1 рабочего, смен.
1.2. Удельная трудоемкость перегрузки k-то грузаТудк определяется по формуле (чел.-смен/тыс, т)
Тудк= Eтк/Qk (3)
где Qk—грузооборот k-ro груза, перегружаемого за изучаемый период времени (за год), тыс. т-
2. Уравнение регрессии линейной зависимости имеет вид
RЧК =а0+а1Тудк (4)
3. Для определения коэффициентов регрессии а0 и а\ необходимо решить систему уравнений:
ma0+a1EТудк= RЧК (5)
a0Тудк+а1EТ2удк=E RЧКТудк
4. Результаты расчетов рекомендуется сводить в табличную форму:
| № наблюдения | RЧК | Тудk | Т2удk | RЧК Тудk | R2ЧК | |
| m | ||||||
| E RЧК | EТудк | EТ2удк | E RЧКТудк | ER2ЧК |
5. Для проверки статистической значимости уравнения (4), т. е. для определения, насколько уравнение точно описывает связь фактора Тудк с результативным показателем RЧК, необходимо вычислить величину а:
а=r/Qr (6)
где r- коэффициент корреляции:
Qr-среднеквадратичная ошибка коэффициента корреляции
Qr=1-r2 / √m (7)
Коэффициент корреляции r вычисляется по формуле
| r = | m∑Тудк RЧК- ∑ Тудк∑ RЧК |
| √ [m- ∑Т2удк - (Тудк)2 ] [m∑Т R2ЧК - (∑ RЧК)2] |
6. В случае, если величина а из уравнения (6) меньше 1,96 (что соответствует доверительной вероятности 95%), то гипотеза о наличии связи между Тудк и RЧК k принимается и уравнение (4) можно использовать для практических целей.
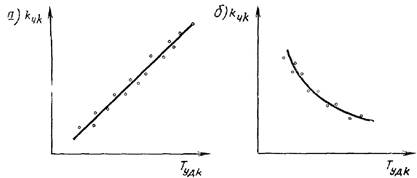
8- Для выбора вида функции рекомендуется следующий способ: на график с осями RЧК и Тудк (см. рисунок) выносят статистические данные указанных показателей; соединив плавной кривой нанесенные точки, визуально определяют вид функции, например:
а — линейная RЧК = аo+а1 Тудк ,
б — нелинейная RЧК = аo eа1 Тудк
Дата добавления: 2016-07-09; просмотров: 706;