Особенности устройства станков с ЧПУ
16.1.2.1 Переход в станках к ЧПУ выявил возможность принципиального изменения конструкции собственно станка. К таким изменениям относятся:
- полная автономность кинематических цепей приводов перемещений всех рабочих органов станка, при этом связь между перемещениями по координатам осуществляется только через программу;
- упрощение кинематических схем приводов подач;
- простое осуществление через числовую программу сложного во времени и точного по положению взаимодействия практически неограниченного числа координат перемещений и вспомогательных механизмов;
- введение автоматической смены инструментов, шпиндельных коробок, обрабатываемых заготовок;
- простое построение станка по компоновке, обеспечивающей наиболее рациональное (по производительности, стоимости и т.п.) его использование при обработке данного класса деталей на основе использования нормализованных узлов и конструктивных модулей.
| 16.1.2.2 Для станков с ЧПУ регламентированы международным стандартом ISO-R841 направления осей координат и поворотов вокруг них, а также соответствующая символика. За основу принята определяемая по т.н. правилу правой руки система координат X, Y, Z (рис. 16.1,а,б), оси которой указывают положительные направления перемещения режущих инструментов относительно неподвижной детали. За положительное направление перемещения принято считать такое, при котором инструмент отходит от заготовки. Ось Х всегда располагают горизонтально, а ось Z совмещают с осью вращения шпинделя. Т.о. исходной осью (Z) является ось рабочего шпинделя. Если эта ось поворотная, её положение определяют перпендикулярно плоскости крепления детали. Положительное направление оси Z – от устройства крепления детали к инструменту. | 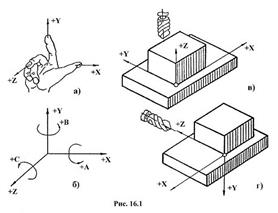
|
Оси X, Y, Z располагаются ближе к шпинделю, их называют первичными. Вторичные оси обозначают буквами U, V, W (эти оси параллельны первичным), третичные – Р, Q, R. Углы поворота вокруг первичных осей обозначаются буквами А, В, С (соответственно для поворота вокруг осей X, Y, Z), дополнительные углы поворота – буквами D и Е. Положительным направлением считается вращение по часовой стрелке при взгляде вдоль положительного направления соответствующей оси.
При перемещении детали (а не инструмента) положительные значения изменяют направление, а оси обозначают буквами X', Y', Z' и т.д.
На рис. 16.1,в,г показаны системы координат для станков с вертикальной и горизонтальной осью шпинделя соответственно.
Дата добавления: 2016-07-09; просмотров: 819;